Programming
10.3 Axis movements
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
255
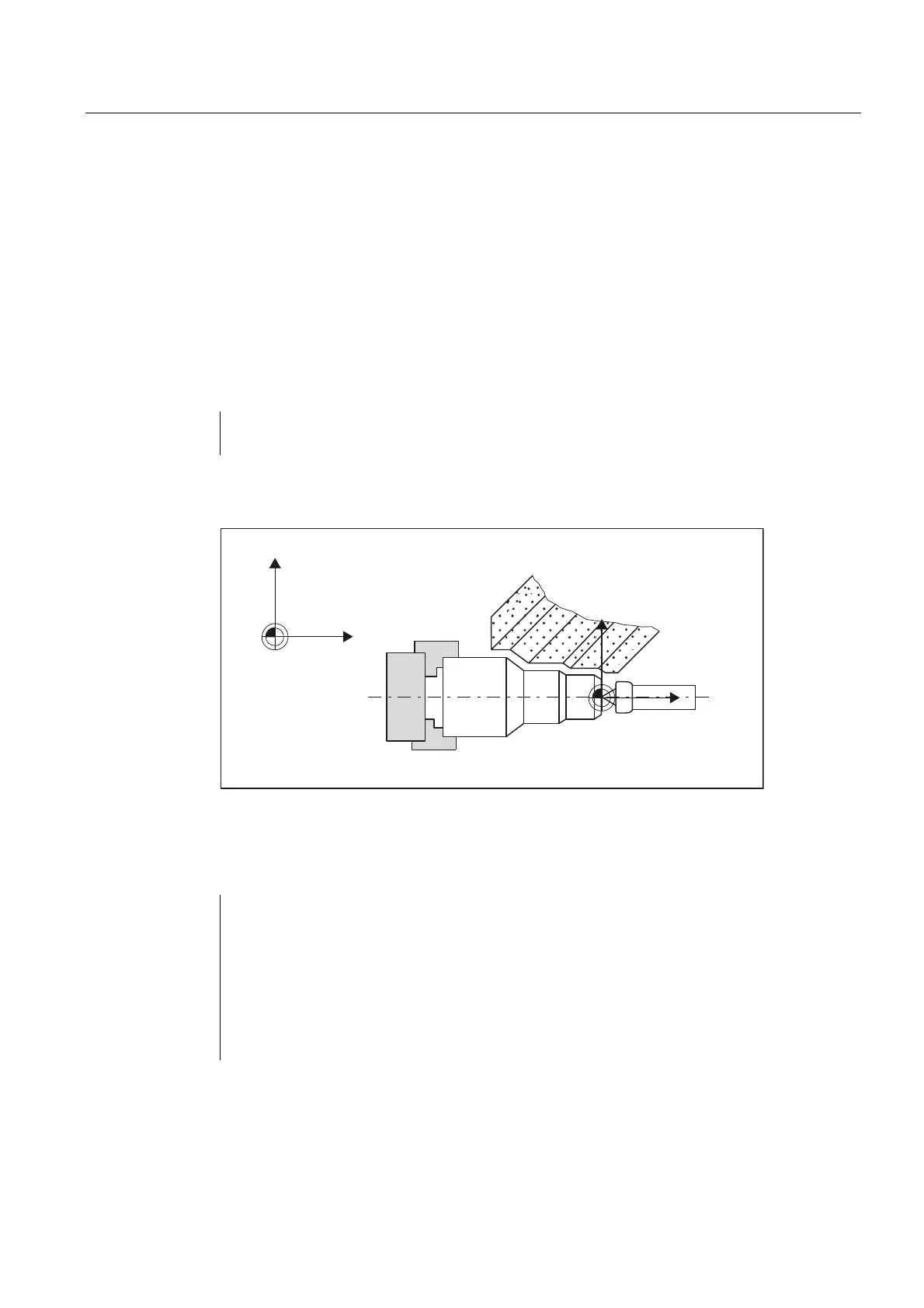
10.3.2 Linear interpolation with feedrate: G1
Functionality
The tool moves from the starting point to the end point along a straight path. For the path
velocity, is determined by the programmed F word .
All the axes can be traversed simultaneously.
G1 remains active until canceled by another instruction from this G group (G0, G2, G3, ...).
Programming
G1 X... Z... F... Cartesian coordinates
G1 AP=... RP=... F... Polar coordinates
Note: Another option for linear programming is available with the angle specification ANG=.
0
;
=
:
;
=
Figure 10-11 Linear interpolation with G1
Programming example
N05 G54 G0 G90 X40 Z200 S500 M3 ; The tool traverses in rapid traverse,
spindle speed = 500 r.p.m., clockwise
N10 G1 Z120 F0.15 ; Linear interpolation with feedrate 0.15
mm/revolution
N15 X45 Z105
N20 Z80
N25 G0 X100 ; Retraction in rapid traverse
N30 M2 ;End of program