Cycles
9.15 General workpiece data – CYCLE420
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
203
9.15 General workpiece data – CYCLE420
Programming
CYCLE420(X_SOLL, X_AB, Z_AB_L, Z_AB_R, F_DL_AB, F_BL_AB, F_DR_AB, F_BR_AB,
F_Z_AB, FFW, USCH, UWERK, Z_LPOS, Z_SCH, ZSTW, F_Z_MESS, N_ABR, N_AWST)
Parameter
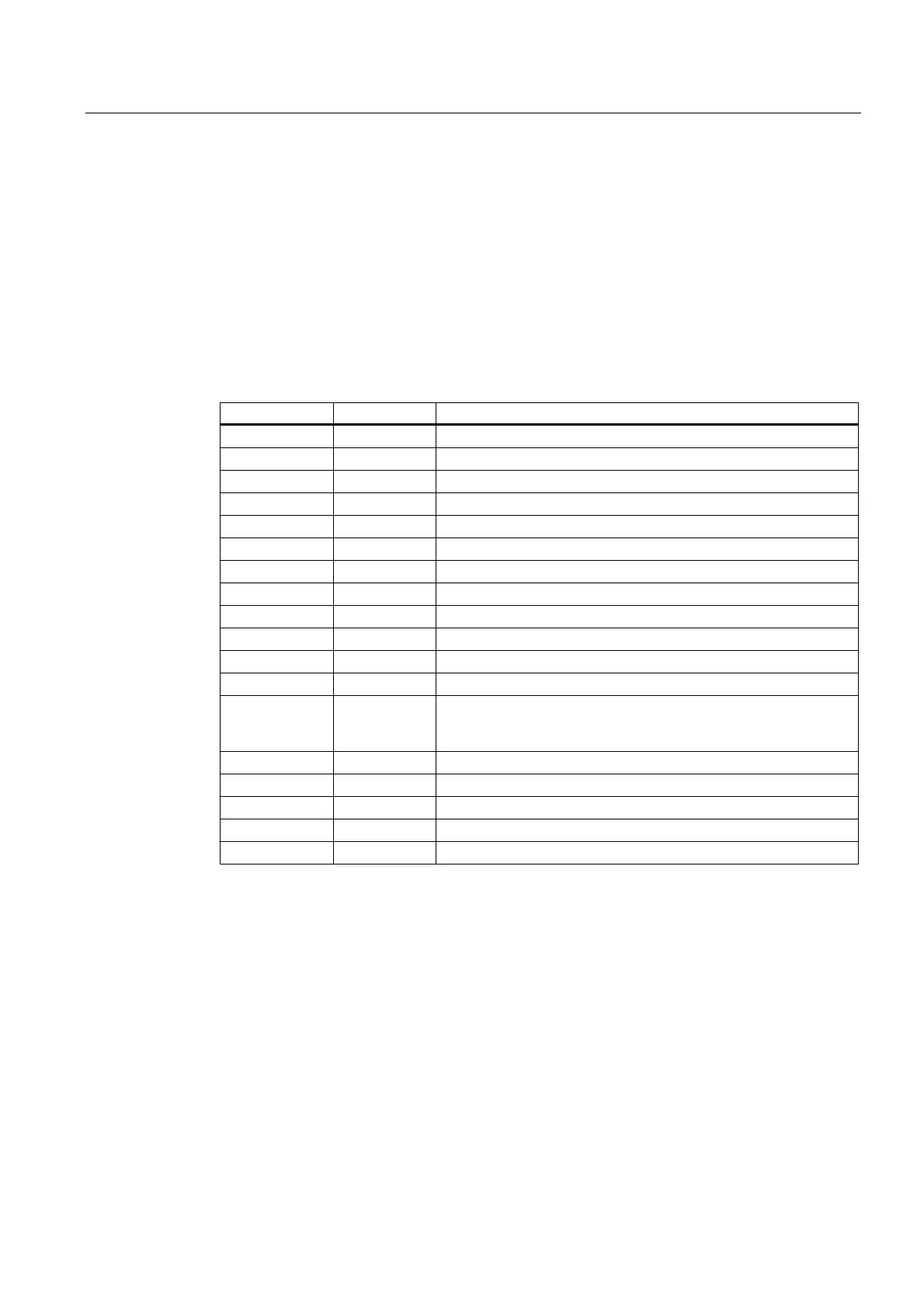
Table 9- 12 Parameters of CYCLE420
Parameter Data type Meaning
X_SOLL REAL Diameter for workpiece peripheral speed (WUG)
X_AB REAL Dressing amount in X (incr.)
Z_AB_L REAL Dressing amount in Z, left/front (incr.)
Z_AB_R REAL Dressing amount in Z, right/rear (incr.)
F_DL_AB REAL Feedrate in the diameter direction, left
F_BL_AB REAL Path feedrate, left
F_DR_AB REAL Feedrate in the diameter direction, right
F_BR_AB REAL Path feedrate, right
F_Z_AB REAL Dressing feedrate in Z
FFW REAL Retraction travel (incr.)
USCH REAL Wheel peripheral speed [m/s]
UWERK REAL Workpiece peripheral speed [m/min]
Z_LPOS INT Longitudinal position,
0 = no longitudinal positioning
-1 = shoulder left
Z_SCH REAL Z dimension for shoulder
ZSTW REAL Infeed travel for probe (incr.)
F_Z_MESS REAL Measuring feedrate
N_ABR INT Number of dressing strokes
N_AWST INT Number of workpieces before dressing
Function
Typically, general workpiece data are valid for each workpiece seat. Hence the cycle must
be called at the beginning of a machining program and after each diameter or change to the
tool peripheral speed.
For dressing prior to the nth workpiece, workpiece counting is performed in the GC_WPC
parameter for each wheel. Dressing takes place whenever the counter can be divided by the
parameter N_AWST without a remainder.
This cycle processes the fine correction parameters for the X and Z axes.

 Loading...
Loading...












