10.4
Section 10
Inspection and Reconditioning
Crankcase
Inspection and Service
Check all gasket surfaces to make sure they are free of
gasket fragments. Gasket surfaces must also be free of
deep scratches or nicks.
Check the cylinder bore for scoring. In severe cases,
unburned fuel can cause scuffi ng and scoring of the
cylinder wall. It washes the necessary lubricating
oils off the piston and cylinder wall. As raw fuel
seeps down the cylinder wall, the piston rings make
metal to metal contact with the wall. Scoring of the
cylinder wall can also be caused by localized hot
spots resulting from blocked cooling fi ns or from
inadequate or contaminated lubrication.
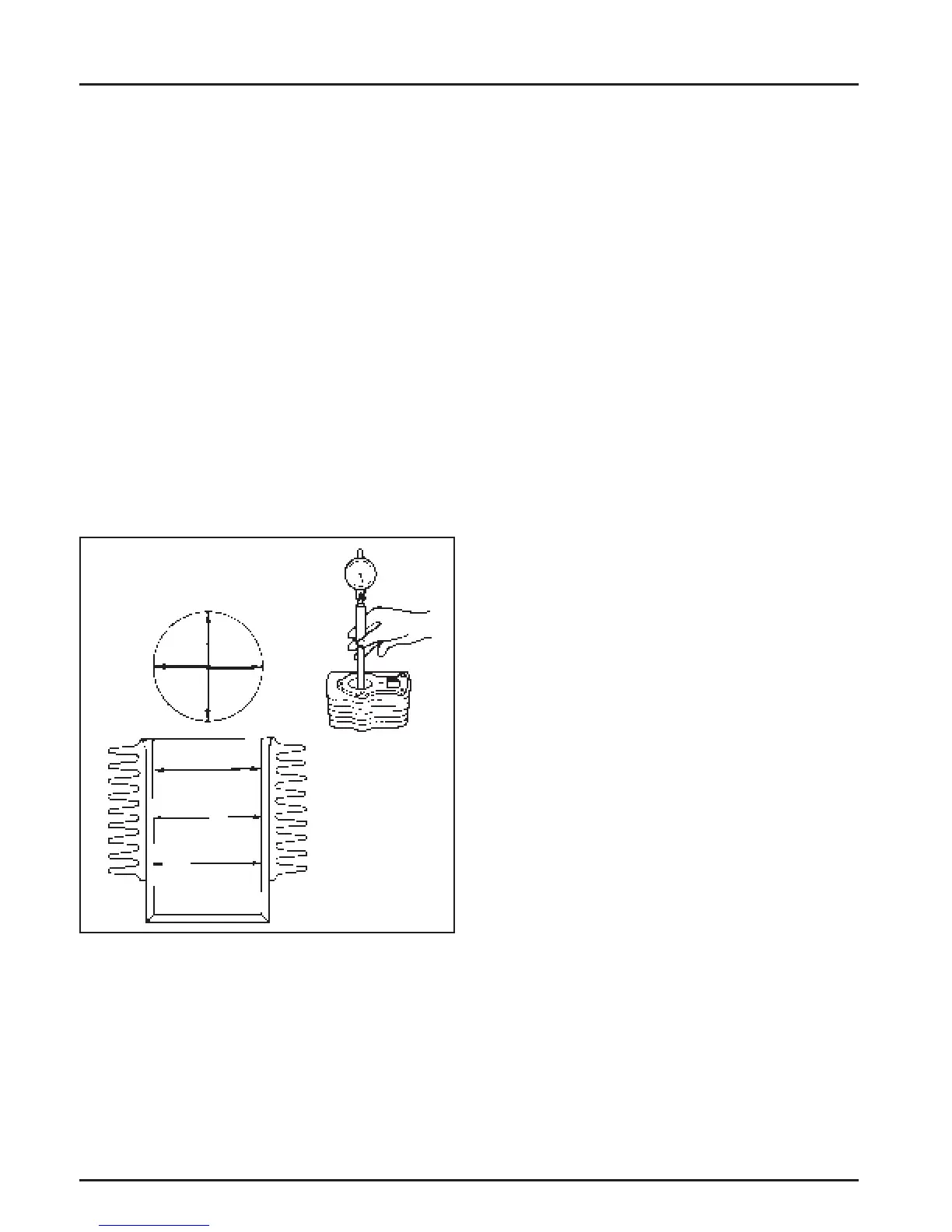
If the cylinder bore is badly scored, excessively worn,
tapered, or out-of-round, resizing is necessary. Use an
inside micrometer to determine the amount of wear
(refer to Section 1, Specifi cations and Tolerances). See
Figure 10-6.
Figure 10-6. Measuring Cylinder Bore.
NOTE: A 0.25 mm (0.010 in.) oversize piston is
available if resizing is selected. Initially, resize
using a boring bar, then use the following
procedures for honing the cylinder.
Honing
While most commercially available cylinder hones
can be used with either portable drills or drill presses,
the use of a low speed drill press is preferred as it
facilitates more accurate alignment of the bore in
relation to the cranksha crossbore. Honing is best
accomplished at a drill speed of about 250 RPM and
60 strokes per minute. A er installing coarse stones in
hone, proceed as follows:
1. Lower hone into bore and a er centering, adjust
so that the stones are in contact with the cylinder
wall. Use of a commercial cu ing-cooling agent is
recommended.
2. With the lower edge of each stone positioned
even with the lowest edge of the bore, start drill
and honing process. Move the hone up and down
while resizing to prevent the formation of cu ing
ridges. Check the size frequently.
NOTE: Kohler pistons are custom-machined to
exacting tolerances. When over-sizing a
cylinder, it should be machined exactly
0.25 mm (0.010 in.) over the new diameter
(Section 1, Specifi cations and Tolerances).
The oversize Kohler replacement piston will
then fi t correctly.
3. When the bore is within 0.064 mm (0.0025 in.) of
the desired size, remove the coarse stones and
replace them with burnishing stones. Continue
with the burnishing stones until the bore is
within 0.013 mm (0.0005 in.) of the desired size
and then use fi nish stones (220-280 grit) and
polish the bore to its fi nal size. A crosshatch
should be observed if honing is done correctly.
The crosshatch should intersect at approximately
23°-33° off the horizontal. Too fl at an angle could
cause the rings to skip and wear excessively,
and too steep an angle will result in high oil
consumption. See Figure 10-7.
 Loading...
Loading...