10-11
Inspection:
When rebuilding the engine, thorough-
ly inspect the block for any condition that would
make it unfit for further use. This inspection must be
made after all parts have been removed and the
block has been thoroughly cleaned and dried.
1. Make a thorough check for cracks using any
standard method of crack detection. One
method of crack detection follows:
Minute cracks may be detected by coating the
suspected area with a mixture of 25 percent
kerosene and 75 percent light motor oil. Wipe
the part dry and immediately apply a coating of
zinc oxide (white lead) dissolved in wood alco-
hol. If cracks are present, the white coating will
become discolored at the defective area. Re-
place a cracked cylinder block.
2. Inspect all machined surfaces and threaded
holes. Carefully remove any nicks or burrs from
machined surfaces. Clean out tapped holes
and clean up any damaged threads.
3. Check the cylinder head mounting area for flat-
ness with a straight edge and a feeler gauge.
Cylinder Bore Inspection:
Inspect the cylinder
bore for scuffing, scratches, wear, and scoring. If
the cylinder bore is scuffed, scratched, scored, or
worn, the block must be bored to an oversize or re-
placed. When the appearance of the cylinder bore
is good and there are no scuff marks, check the cyl-
inder bore for wear or out-of-round as follows:
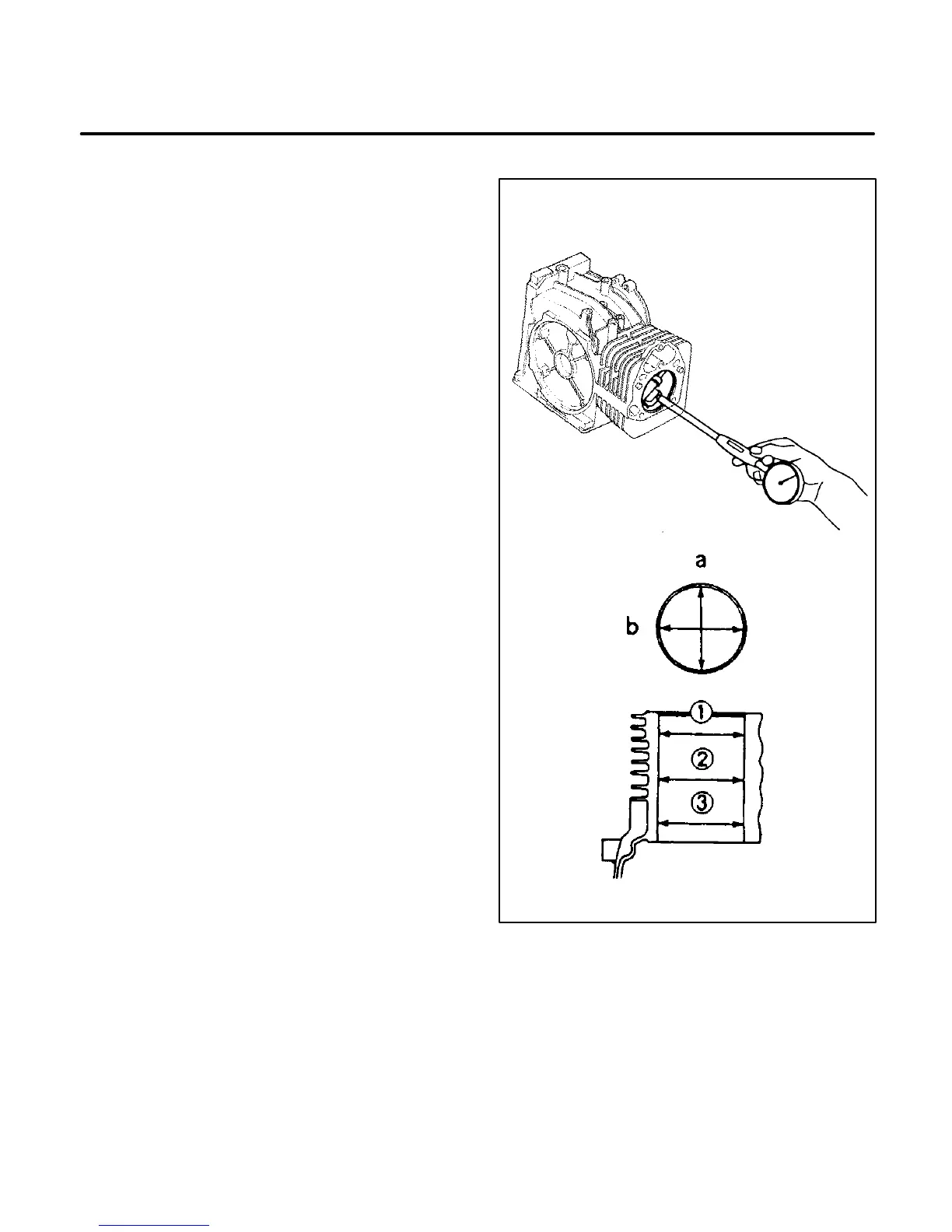
1. Measure the I.D. of the cylinder liner with a cyl-
inder gauge at six points as shown in Figure
10-20.
2. If the measurement exceeds the allowable lim-
it, the cylinder will need to be bored to an over-
size and then be honed.
FIGURE 10-20. MEASURING CYLINDER WEAR
 Loading...
Loading...