01-17 Engine Service
01-17
SERVICE PROCEDURES (Continued)
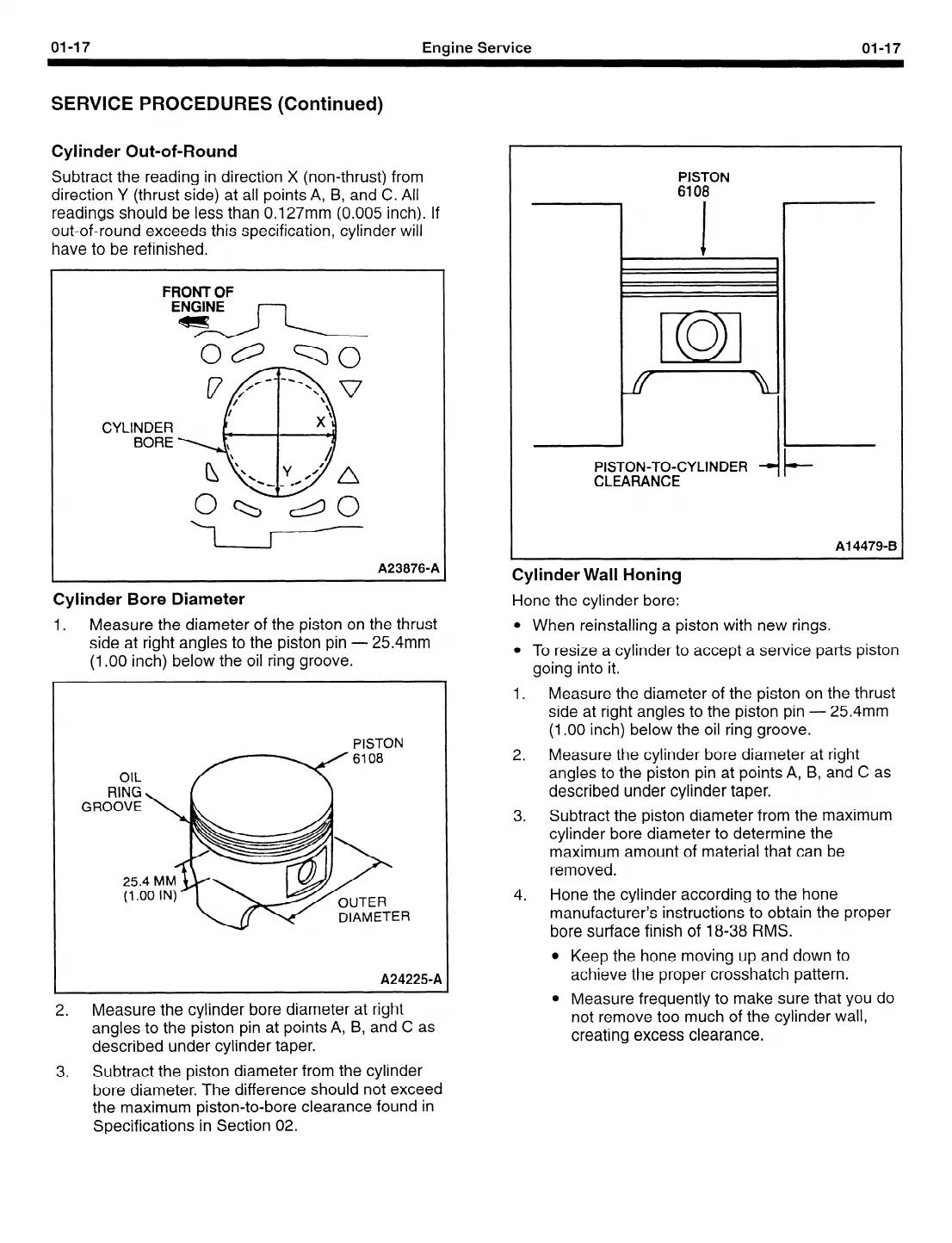
Cylinder Out-of-Round
Subtract the reading in direction X (non-thrust) from
direction Y (thrust side) at all points A, B, and C. All
readings should be less than 0.127mm (0.005 inch). If
out-of-round exceeds this specification, cylinder will
have to be refinished.
CYLI
FRONT
OF
Egz
NDER
BORE
A23876-A
Cylinder Bore Diameter
1.
Measure the diameter of the piston on the thrust
side at right angles to the piston pin - 254mm
(1 .OO inch) below the oil ring groove.
GR
PISTON
:I3
A24225-A
2. Measure the cylinder bore diameter at right
angles to the piston pin at points A, B, and C as
described under cylinder taper.
3.
Subtract the piston diameter from the cylinder
bore diameter. The difference should not exceed
the maximum piston-to-bore clearance found in
Specifications in Section 02.
PISTON
6108
PISTON-TO-CYLINDER 1 f--
CLEARANCE
Al 4479-B
Cylinder Wall Honing
Hone the cylinder bore:
l
When reinstalling a piston with new rings.
l
To resize a cylinder to accept a service parts piston
going into it.
1. Measure the diameter of the piston on the thrust
side at right angles to the piston pin - 254mm
(1 .OO inch) below the oil ring groove.
2.
Measure the cylinder bore diameter at right
angles to the piston pin at points A, B, and C as
described under cylinder taper.
3.
Subtract the piston diameter from the maximum
cylinder bore diameter to determine the
maximum amount of material that can be
removed.
4.
Hone the cylinder according to the hone
manufacturer’s instructions to obtain the proper
bore surface finish of 18-38 RMS.
l
Keep the hone moving up and down to
achieve the proper crosshatch pattern.
l
Measure frequently to make sure that you do
not remove too much of the cylinder wall,
creating excess clearance.
 Loading...
Loading...