HEIDENHAIN MANUALplus 4110 Executing Programs 11.6
Tool compensation
Measure the workpiece
Entering tool compensation values
Run cycles “N1” to “N5”
Stop the spindle
Measure the workpiece
Example: The diameter of the finishing
allowance is 0.2 mm too large.
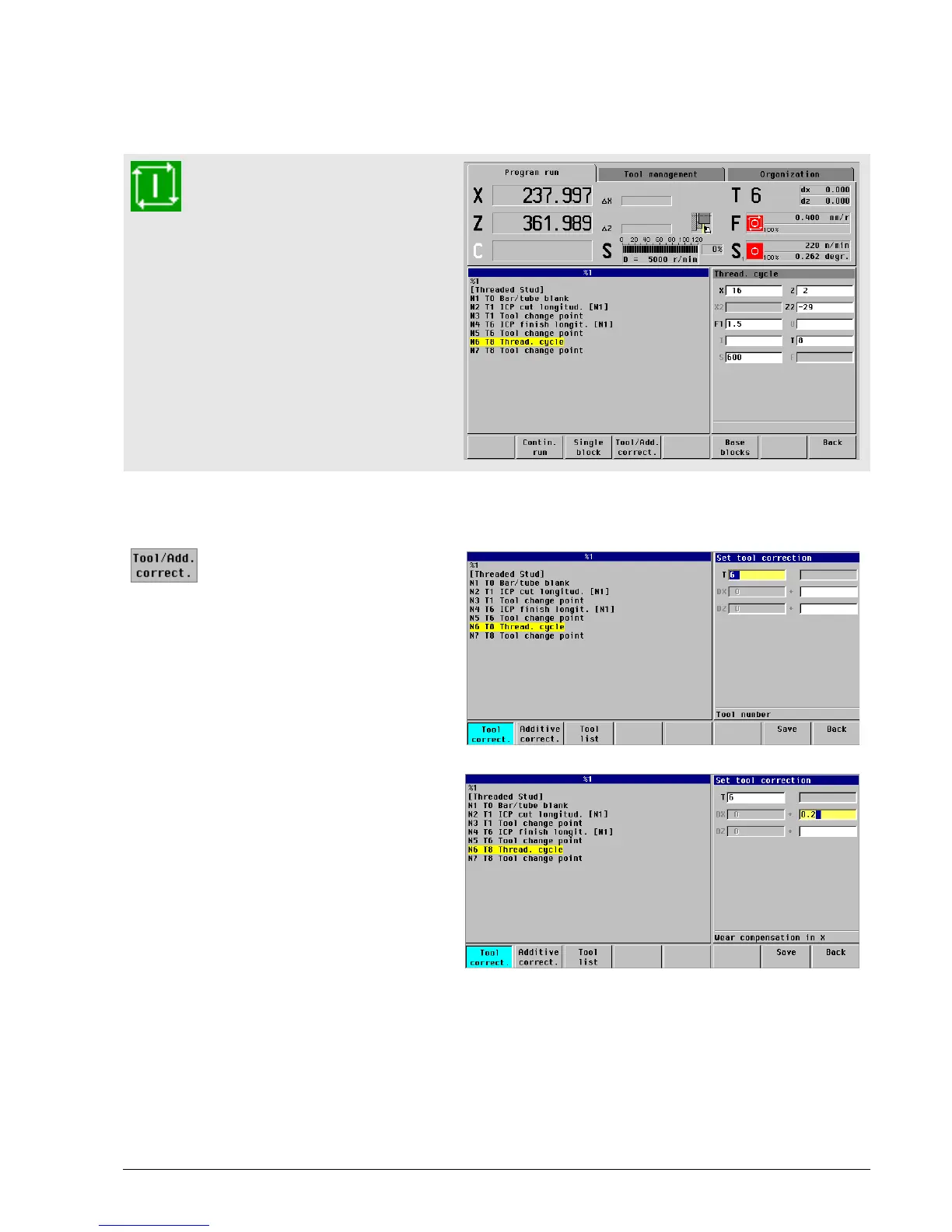
Select tool compensation:
Press the Tool/Add
correct. soft key
(Tool correct. is already
active)
No compensation values have been
entered yet. DX und DZ have the value 0.
Enter the compensation value (0.2 mm)
in the DX + field

 Loading...
Loading...


