4-18 - POWERHEAD 90-826148R2 MARCH 1997
IMPORTANT: Ports must be deburred after hon-
ing.
NOTE: The weight of an oversize piston is approxi-
matelythesameasastandardsizepiston;therefore,
it is not necessary to re-bore all cylinders in a block
just because one cylinder requires re-boring.
5. After honing and thoroughly cleaning cylinder
bores, apply light oil to cylinder walls to prevent
rusting.
Pistons and Piston Rings
IMPORTANT: If engine was submerged while en-
gine was running, piston pin and/or connecting
rodmaybebent.Ifpistonpinisbent,pistonmust
bereplaced (Pistonpinsarenot soldseparately).
If piston pin is bent, connecting rod must be
checked for straightness (refer to “Connecting
Rods,” following, for checking straightness).
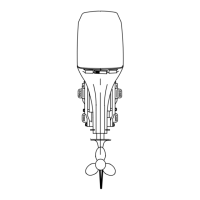
1. Inspect pistons for scoring and excessive piston
skirt wear.
2. Check tightness of piston ring locating pins.
Locating pins must be tight.
52672
a
a - Locating Pins
3. Thoroughly clean pistons. Carefully remove
carbon deposits from pistons, with a soft wire
brush or carbon remove solution. Do not burr or
round off machined edges.
Inspect piston ring grooves for wear and carbon ac-
cumulation. If necessary, scrape carbon from piston
ring grooves being careful not to scratch sides of
grooves. Refer to procedure following for cleaning
piston ring grooves.
CLEANING PISTON RING GROOVES
Keystone (tapered) ring grooves
CAUTION
Care must be taken not to scratch the side sur-
faces of the ring groove. Scratching the side sur-
face of the ring groove will damage the ring
groove.
1. Use a bristle brush and carbon remover solution
to remove carbon from side surfaces.
2. A tool can be made for cleaning the inner
diameter of the tapered ring grooves. The tool
can be made from a broken tapered piston ring
with the side taper removed to enable the inside
edgeoftheringtoreachtheinnerdiameterofthe
groove. Carefully scrape carbon from inner
diameterofring grooves.Caremustbetakennot
to damage the grooves by scratching the side
surfaces of the grooves.
Pistonwithtwohalfkeystone(half tapered)rings
Enlarged View of Piston Ring Grooves
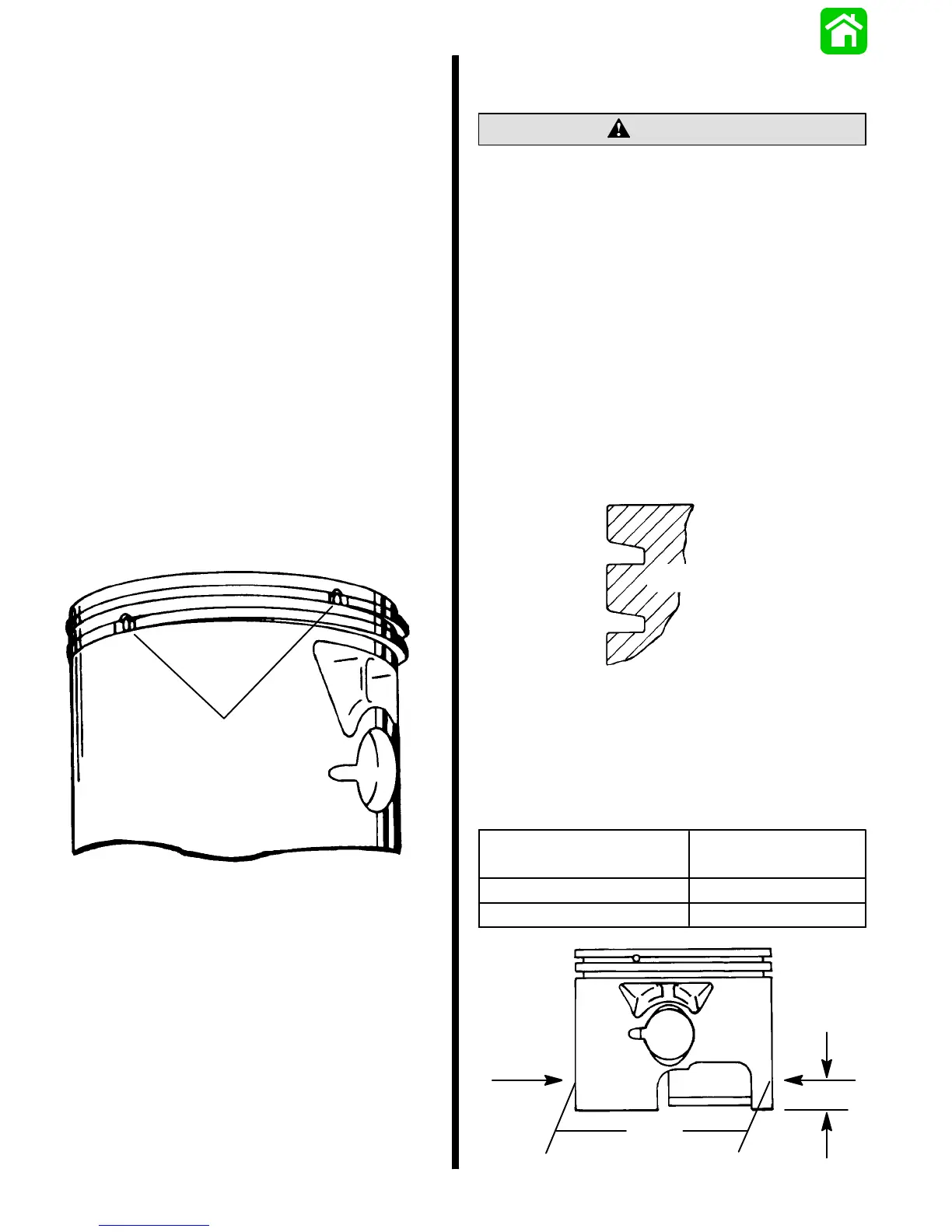
MEASURING PISTON ROUNDNESS
Piston has abarrel profile shape and is not a true di-
ameter.
1. Using a micrometer, measure dimension “A” at
location shown. Dimension “A” should be as
indicated in chart following.
2.988 in. ± .001 in.
3.003in. ± .001in.
Standard Piston
.015 in. Oversize Piston
Piston
Dimension
“A”
52676
Dimension “A”
at Right Angle
(90°) to Piston
Pin
0.50 in.
(12.7mm)
“A”

 Loading...
Loading...