6.8 Controlling the program run
6.8.1 Program control
You can change the program sequence in the "AUTO" and "MDA" modes.
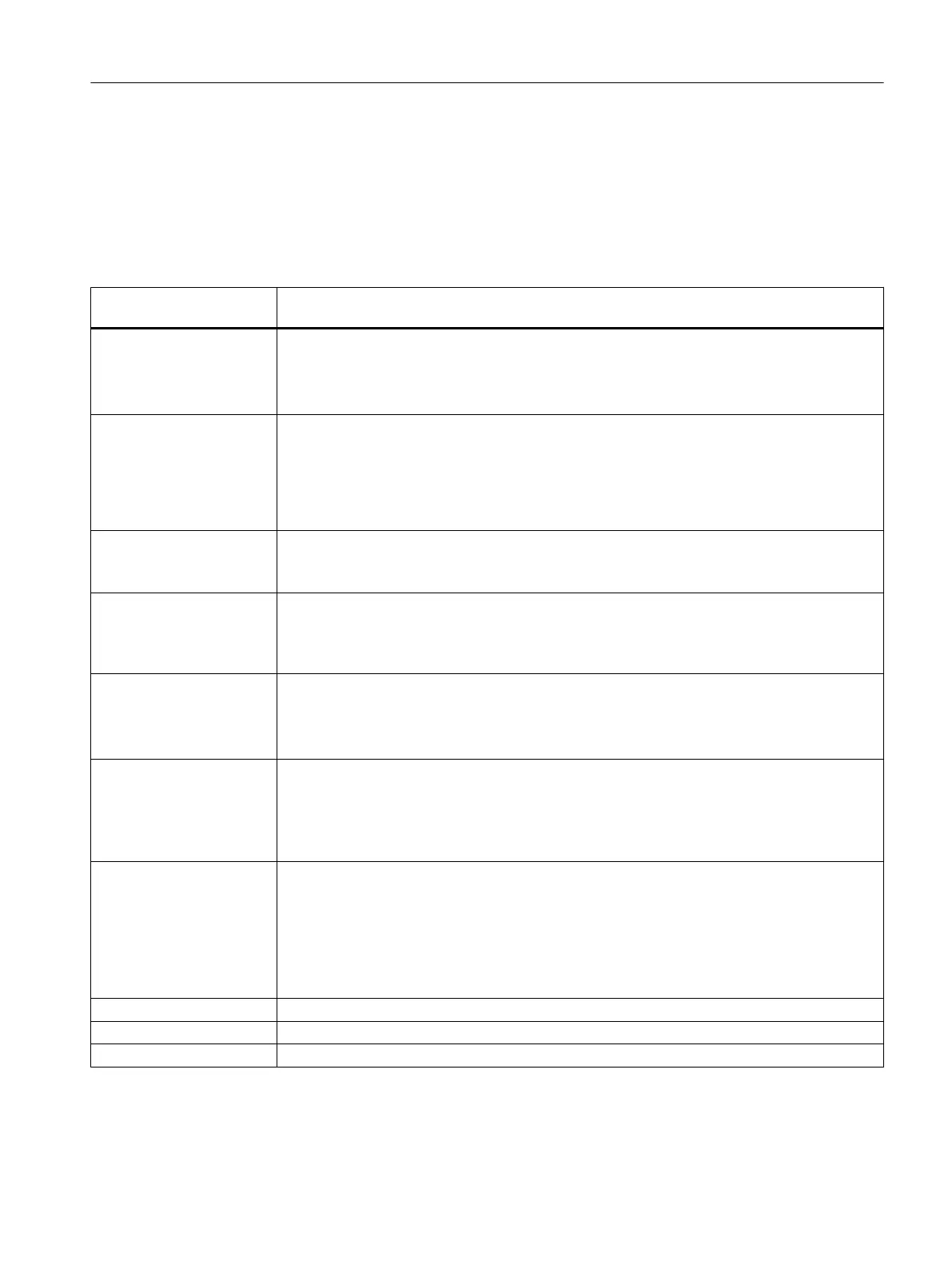
Abbreviation/program con‐
trol
Mode of operation
PRT
No axis motion
The program is started and executed with auxiliary function outputs and dwell times. In this
mode, the axes are not traversed.
The programmed axis positions and the auxiliary function outputs are controlled this way.
Note: You can activate program execution without any axis motion using the "Dry run feedrate".
DRY
Dry run feedrate
The traversing velocities programmed in conjunction with G1, G2, G3, CIP and CT are replaced
by a defined dry run feedrate. The dry run feedrate also applies instead of the programmed
revolutional feedrate.
Caution: Do not machine any workpieces when "Dry run feedrate" is active because the altered
feedrates might cause the permissible tool cutting rates to be exceeded and the workpiece or
machine tool could be damaged.
RG0
Reduced rapid traverse
In the rapid traverse mode, the traversing speed of the axes is reduced to the percentage value
entered in RG0.
Note: You define the reduced rapid traverse in the settings for automatic operation.
M01
Programmed stop 1
The processing of the program stops at every block in which supplementary function M01 is
programmed. In this way you can check the already obtained result during the processing of a
workpiece.
Note: In order to continue executing the program, press the <CYCLE START> key again.
Programmed stop 2
(e.g. M101)
The processing of the program stops at every block in which the "Cycle end" is programmed
(e.g. with M101).
Note: In order to continue executing the program, press the <CYCLE START> key again.
Note: The display can be changed. Please refer to the machine manufacturer's specifications.
DRF
Handwheel offset
Enables an additional incremental work offset while processing in automatic mode with an
electronic handwheel.
This function can be used to compensate for tool wear within a programmed block.
Note: You require the "Extended operator functions" option to use the handwheel offset (for
828D).
SB Individual blocks are configured as follows.
● Single block, coarse: The program stops only after blocks which perform a machine function.
● Data block: The program stops after each block.
● Single block, fine: The program also stops only after blocks which perform a machine
function in cycles.
Select the desired setting using the <SELECT> key.
SKP Skip blocks are skipped during machining.
GCC When executing a jobshop program, it is converted into a G-code program.
MRD In the program, the measurement results screen display is activated while machining.
Machining the workpiece
6.8 Controlling the program run
Milling
Operating Manual, 08/2018, 6FC5398-7CP41-0BA0 209

 Loading...
Loading...














