EM-50
ENGINE MECHANICAL
-
Cylinder Block
INSPECTION AND REPAIR OF CRANKSHAFT
Crank Pin Diameter
Crank Journal Diameter
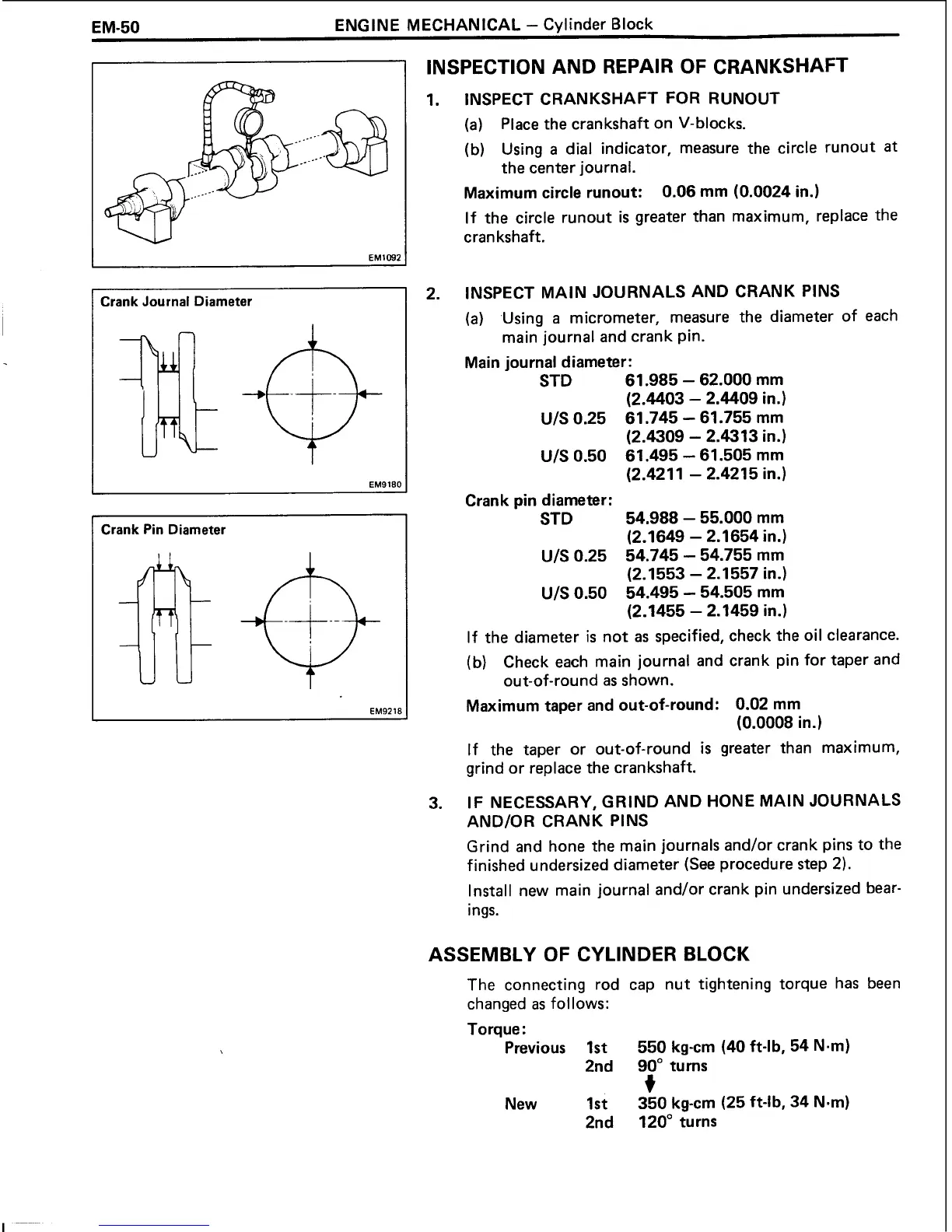
INSPECT CRANKSHAFT FOR RUNOUT
(a)
Place the crankshaft on V-blocks.
(b) Using
a
dial indicator, measure the circle runout
at
the center journal.
Maximum circle runout:
0.06 mm (0.0024 in.)
If the circle runout
is
greater than maximum, replace the
crankshaft.
2.
INSPECT MAIN JOURNALS AND CRANK PINS
(a)
Using
a
micrometer, measure the diameter of each
main journal and crank pin.
Main journal diameter:
STD 61.985
-
62.000 mm
(2.4403
-
2.4409 in.)
U/S 0.25 61.745
-
61.755 mm
(2.4309
-
2.4313 in.)
U/S 0.50 61.495
-
61.505 mm
(2.4211
-
2.4215 in.)
Crank pin diameter:
STD 54.988
-
55.000 mm
(2.1649
-
2.1654 in.)
U/S 0.25 54.745
-
54.755 mm
(2.1553
-
2.1557 in.)
U/S 0.50
54.495
-
54.505 mm
(2.1455
-
2.1459 in.)
If the diameter
is
not
as
specified, check the oil clearance.
(b) Check each main journal and crank pin for taper and
out-of-round
as
shown.
Maximum taper and out-of-round: 0.02 mm
(0.0008 in.)
If the taper or out-of-round
is
greater than maximum,
grind or replace the crankshaft.
IF NECESSARY, GRIND AND HONE MAIN JOURNALS
AND/OR CRANK PINS
Grind and hone the main journals
and/or crank pins to the
finished undersized diameter (See procedure step
2).
Install new main journal and/or crank pin undersized bear-
ings.
ASSEMBLY OF CYLINDER BLOCK
The connecting rod cap nut tightening torque has been
changed
as
follows:
Torque:
Previous 1st 550 kg-cm (40 ft-lb, 54 N-m)
2nd 90" turns
New
t
1st
350 kg-cm (25 ft-lb,
34
N-m)
2nd 120" turns
 Loading...
Loading...