July 2010 18 – 289
8 Write down the displayed REF value (if necessary, abstract the value defined by the machine
manufacturer).
8 Invert the REF value displayed (or the result).
8 Add this value to the value in MP 960.x for the axis concerned and enter the result.
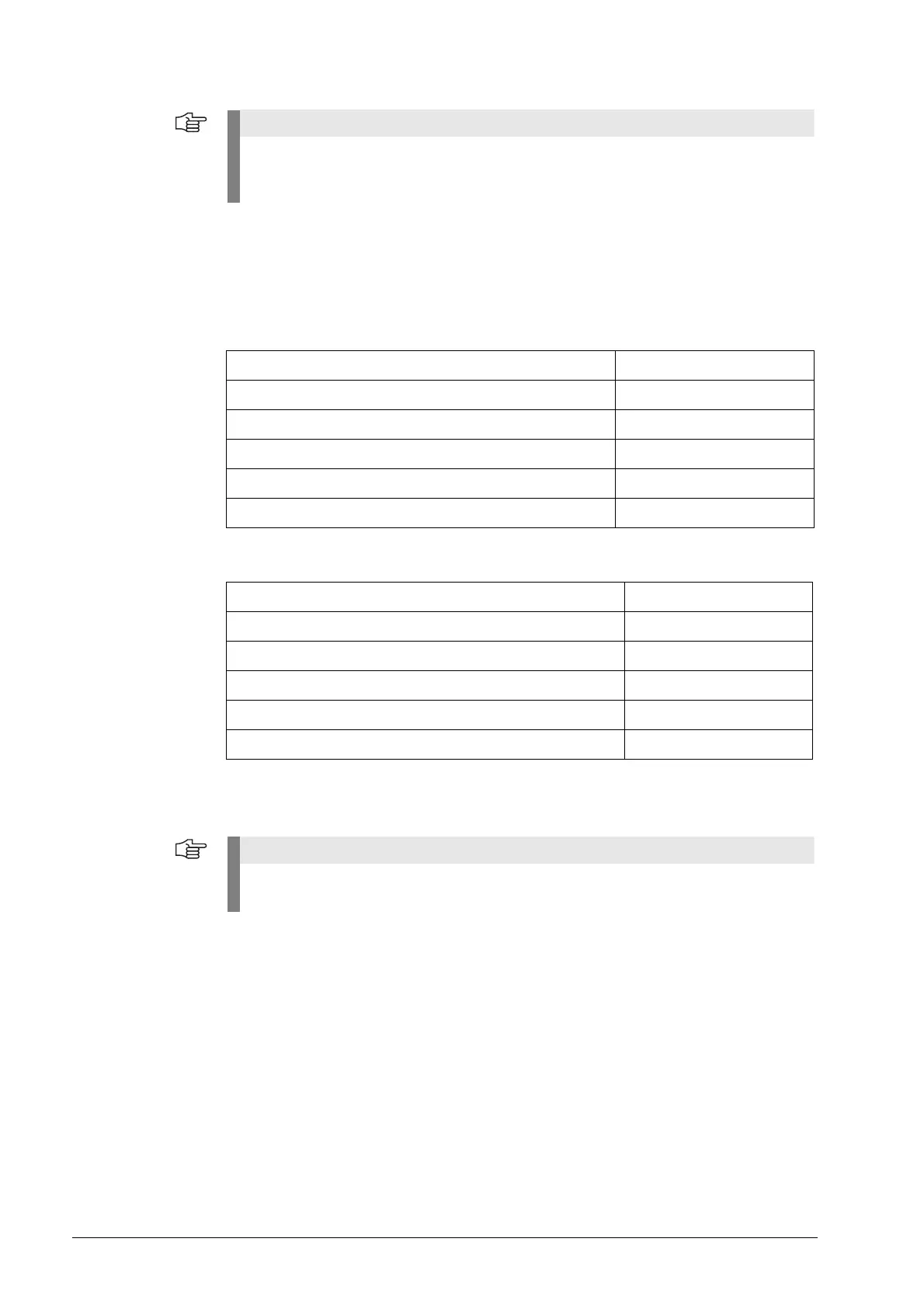
Example 1: Positioning to the machine datum (e.g., by probing)
Example 2: Positioning to a reference mark defined by the OEM (e.g., by probing)
8 Check, whether the reset machine datum is correct (e.g., with M91)!
8 If required, reset the traverse range to its original values.
8 Check the function of the tool changer.
8 Set the display to ACTL.
8 If necessary, instruct the customer to mill a work piece and check it for dimensional accuracy.
Further information --> See “Reference Run” on page 19 – 317.
You may have to expand the traverse range (software limit switches)!
(The software limit switches are defined as of MP 910.x. It is also possible that the operator
has limited the traverse range even further.)
A: REF value displayed -0.123 mm
B: Position value defined by the OEM at this position +0.000 mm
C: A - B -0.123 mm
D: Inverted value of C +0.123 mm
E: Original entry in MP 960.x +630.500 mm
F: D + E = New entry in MP 960.x 630.623 mm
A: REF value displayed 299.877 mm
B: Position value defined by the OEM at this position 300.000 mm
C: A - B -0.123 mm
D: Inverted value of C +0.123 mm
E: Original entry in MP 960.x +630.500 mm
F: D + E = New entry in MP 960.x 630.623 mm
Activate the axis compensations and kinematics settings and determine them again, if
necessary. --> Ask the machine manufacturer.

 Loading...
Loading...








