18 – 290 HEIDENHAIN Service Manual iTNC 530
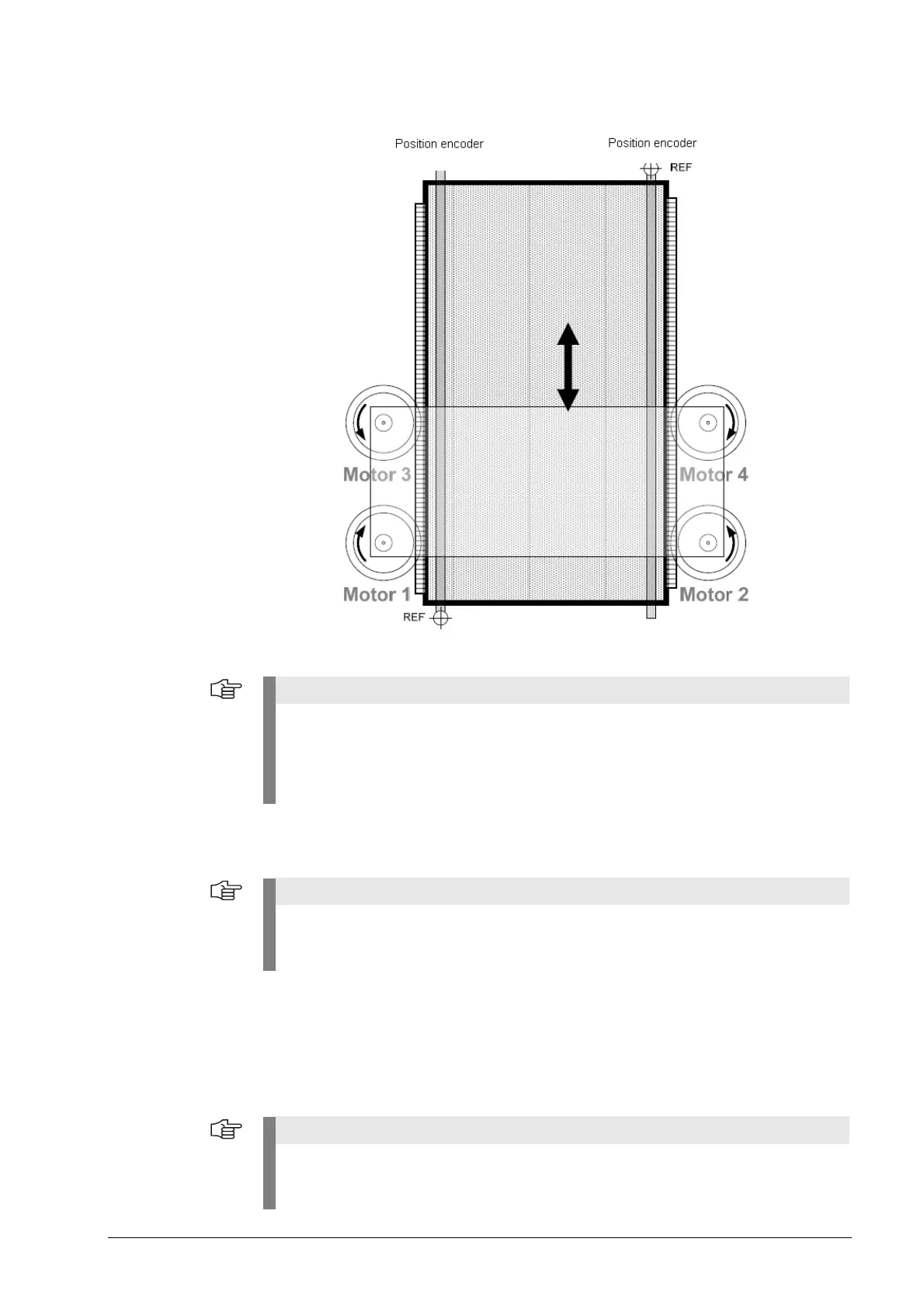
Gantry axes
with two position
encoders
Figure: Example for a combination of gantry and master-slave torque drive
8 Always try to mount the encoder as exactly as possible to its original position!
8 Ask the machine manufacturer which MP list is active.
8 Set MP 860.x (datum for synchronous control) to 0 for the slave axis.
--> After the reference marks have been traversed, no compensating motion is made.
8 The slave axis must be displayed. Enter the slave axis in MP 7291.x.
8 Set the display to REF. --> Now you can see the current actual positions of the axis
referenced to the machine datum.
8 Set the position display step in MP 7290.x to the highest resolution.
If a position encoder with gantry axes fails, the machine datum remains the same because
of the second position encoder.
The MP 960.x for the axis to be reset can be derived from the unchanged axis via the rigidity
of the mechanical construction (portal, etc.).
If required, machine manufacturers use special MP lists or MP subfiles for the operation of
gantry axes, See “Changes by the PLC” on page 30 – 572.
Sometimes the axis compensations and kinematics settings need to be deactivated before
you can reset the machine datum. --> Ask the machine manufacturer.

 Loading...
Loading...








