Flexible NC programming
1.14 Interrupt routine (ASUB)
Job planning
112 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
1.14 Interrupt routine (ASUB)
1.14.1 Function of an interrupt routine
Note
The terms "asynchronous subprogram (ASUB)" and "interrupt routine" are used
interchangeably in the description below to refer to the same functionality.
Function
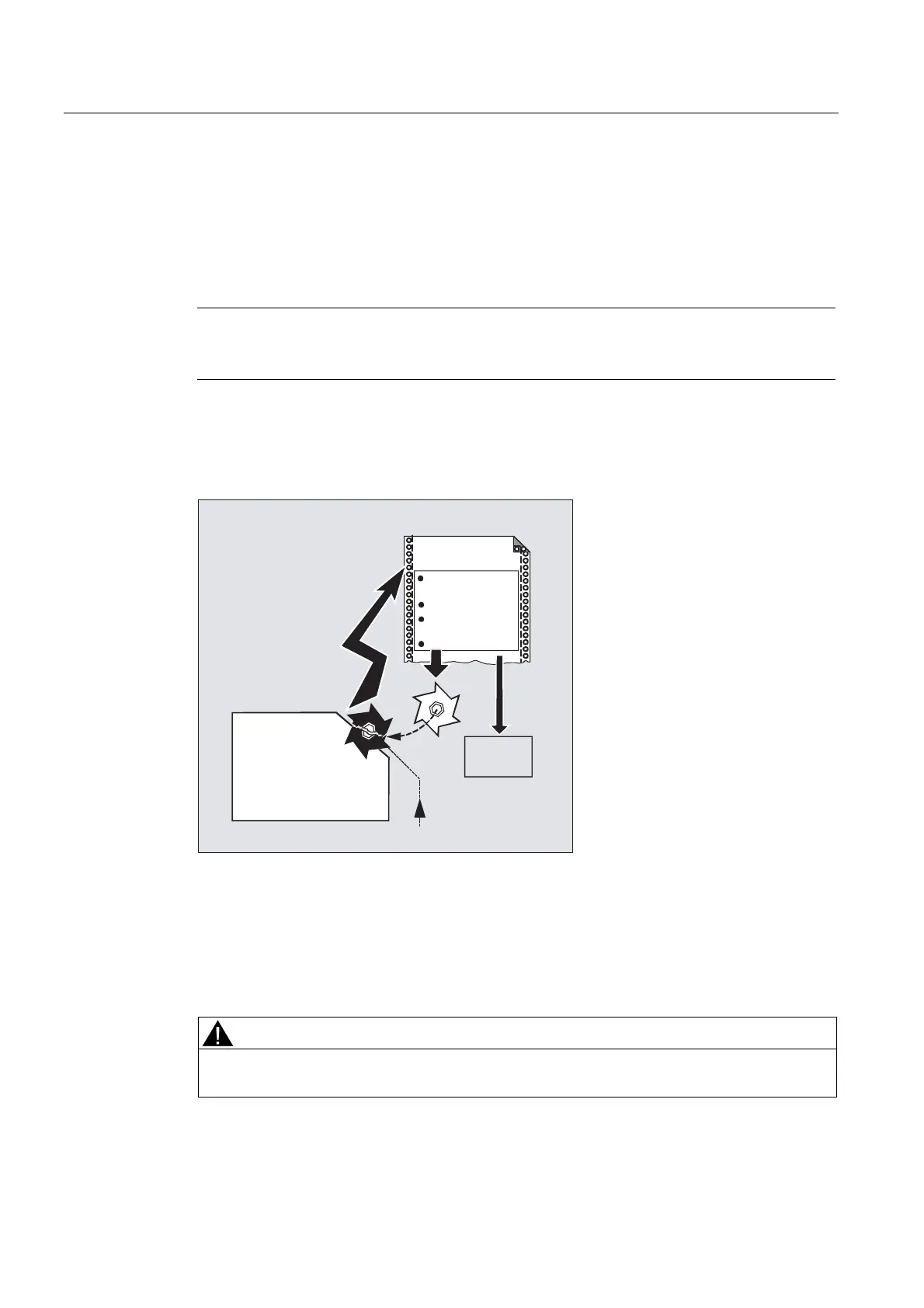
A typical example should clarify the function of an interrupt routine:
0DLQ
SURJUDP
LQWHUUXSWURXWLQH
5HWUDFWLRQIURPWKH
FRQWRXU
7RROFKDQJH
1HZFRUUHFWLRQ
YDOXHV
5HSRVLWLRQLQJ
The tool breaks during machining. This triggers a signal that stops the current machining
process and simultaneously starts a subprogram – the so-called interrupt routine. The
interrupt routine contains all the statements, which are to be executed in this case.
When the interrupt routine has finished being executed and the machine is ready to continue
operation, the control jumps back to the main program and continues machining at the point
of interruption – depending on the
REPOS command (see "Repositioning at contour
(Page
475)").
CAUTION
If a
REPOS command has not been programmed in the subprogram, then the control goes to
the end point of the block that follows the interrupted block.

 Loading...
Loading...














