Motion synchronous actions
10.1 Basics
Job planning
550 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Programming
A synchronized action is programmed on its own in a separate block and triggers a machine
function as of the next executable block (e.g. traversing movement with
G0, G1, G2, G3).
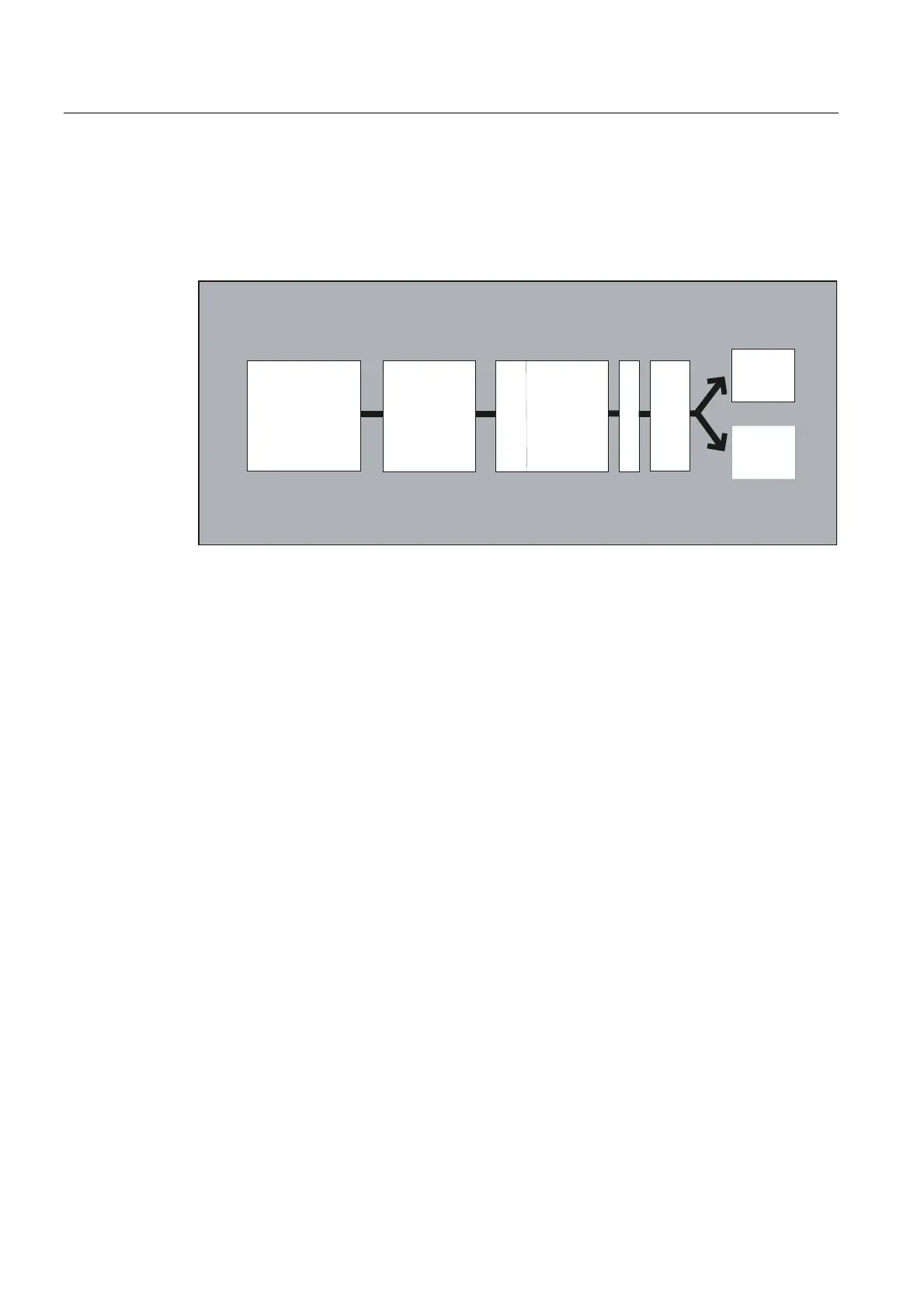
Synchronized actions comprise up to 5 command elements with different tasks:
7HFKQRORJ\
F\FOH
$FWLRQ
2SWLRQDO*FRGH
IRUDFWLRQ
WHFKQRORJ\F\FOH
'2
&RQGLWLRQ
3ROOLQJIUHTXHQF\
.H\ZRUG
5DQJHRIYDOLGLW\
,'QXPEHU
2SWLRQDO*FRGH
IRUFRQGLWLRQ
Syntax:
DO <action1> <action2> …
<KEYWORD> <condition> DO <action1> <action2> …
ID=<n> <KEYWORD> <condition> DO <action1> <action2> …
IDS=<n> <KEYWORD> <condition> DO <action1> <action2> …
Significance:
DO
Instruction to initiate the programmed action(s)
Only effective if the
<condition> is fulfilled (if programmed).
→ See "Actions"
<action1>
<action2>
…
Action(s) to be started
Examples:
• Assign variable
• Start technology cycle
<KEYWORD>
The cyclic check of the
<condition> of a synchronized action is
defined using the keyword (
WHEN, WHENEVER, FROM or EVERY).
→ See "Cyclically checking of the condition"
<condition>
Gating logic for main run variables
The condition is checked in the IPO clock cycle
ID=<n>
or
IDS=<n>
Identification number
The area of validity and the position within the machining
sequence is defined using the identification number.
→ See "Area of validity and machining sequence"
 Loading...
Loading...















