Tool offsets
7.4 Online tool offset (PUTFTOCF, FCTDEF, PUTFTOC, FTOCON, FTOCOF)
Job planning
404 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
7.4 Online tool offset (PUTFTOCF, FCTDEF, PUTFTOC, FTOCON,
FTOCOF)
Function
When the "Online tool offset" function is active, a tool length offset resulting from the
machining is applied immediately on grinding tools.
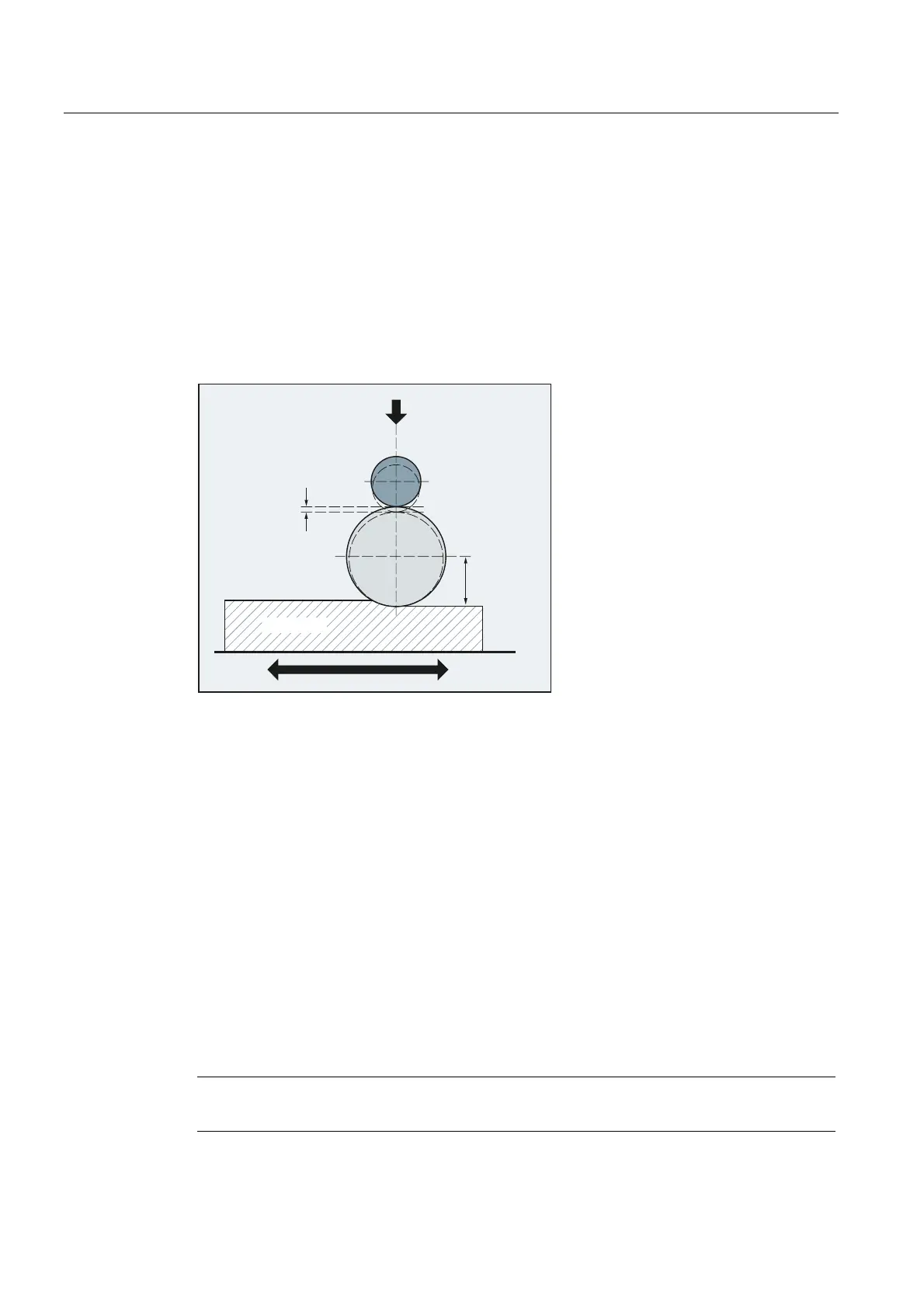
An application example is CD dressing, where the grinding wheel is dressed in parallel to
machining.
'UHVVLQJUROO
'UHVVLQJDPRXQW
:RUNSLHFH
*ULQGLQJGLVF
OHQJWK
WREH
FRUUHFWHG
The tool length offset can be changed from the machining channel or a parallel channel
(dresser channel).
The online tool offset is written using various functions dependent on the timing of the
dressing process:
● Continuous write, non-modal (
PUTFTOCF)
With
PUTFTOCF, dressing is carried out at the same time as machining.
The tool offset is changed continuously in the machining channel according to a
polynomial function of the first, second or third order, which must have been defined
previously with
FCTDEF.
PUTFTOCF is always non-modal; in other words, it takes effect in the subsequent traversing
block.
● Continuous write, modal:
ID=1 DO FTOC (see "Online tool offset (FTOC) (Page 589)")
● Discrete write (
PUTFTOC)
With
PUTFTOC, dressing is not carried out at the same time as machining from a parallel
channel. The offset value specified with
PUTFTOC takes effect immediately in the
destination channel.
Note
Online tool offset can be applied only to grinding tools.