Coordinate transformation (FRAMES)
5.4 External zero offset
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
295
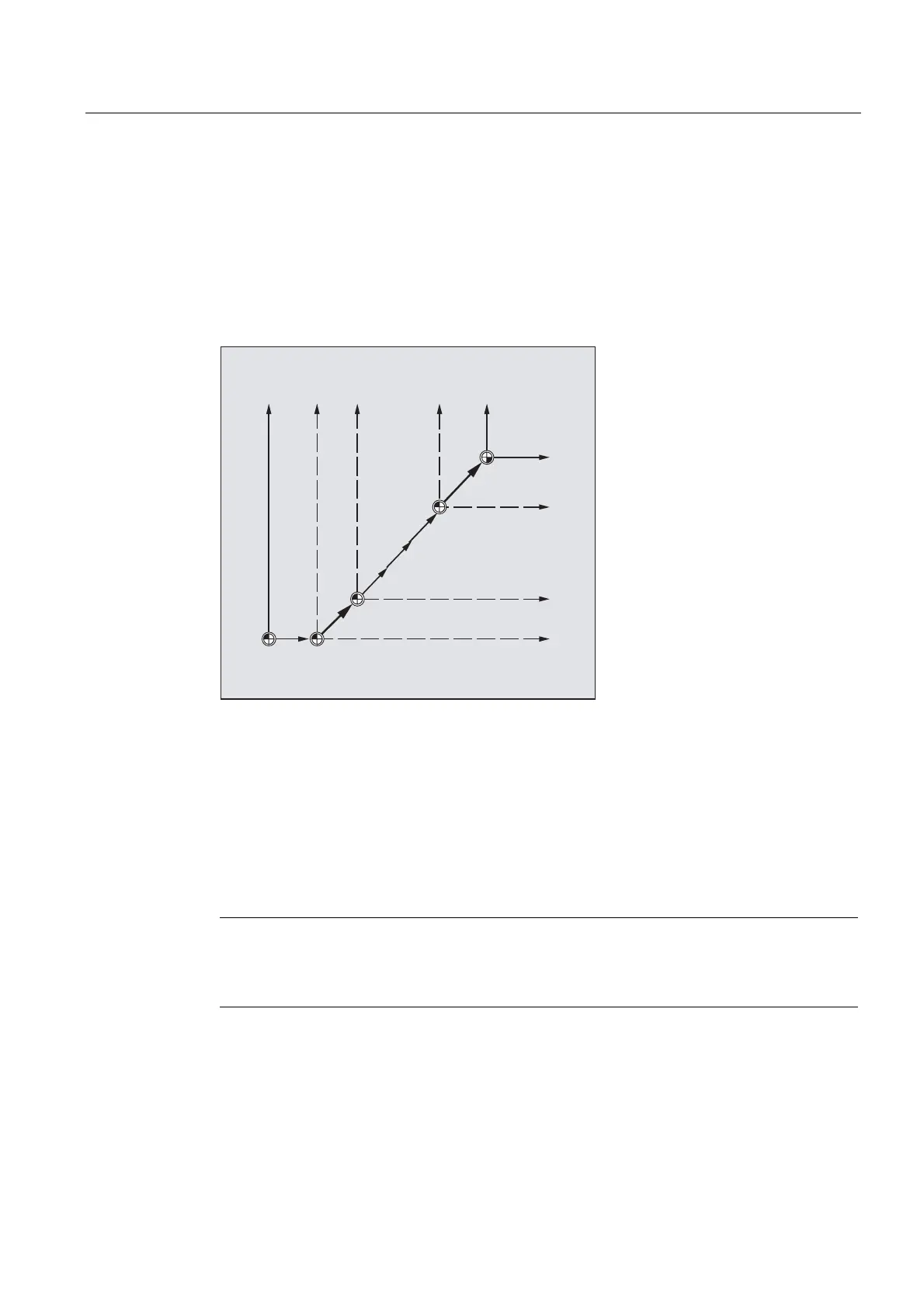
5.4 External zero offset
Function
This is another way of moving the zero point between the basic and workpiece coordinate
system.
Only linear translations can be programmed with the external zero offset.
%DVHIUDPH
([WHUQDO]HURRIIVHW
'5)RIIVHW
.LQHPDWLFWUDQVIRUPDWLRQ
3UHVHWRIIVHW
<
0&6
<
0&6
;
0&6
<
%&6
;
%&6
<
%=6
;
%=6
<
6=6
;
6=6
**
Programming
The $AA_ETRANS offset values are programmed by assigning the axis-specific system
variables.
Assigning offset value
$AA_ETRANS[axis]=RI
RI is the arithmetic variable of type REAL that contains the new value.
The external offset is generally set by the PLC and not specified in the parts program.
Note
The value entered in the parts program only becomes active when the corresponding signal
is enabled at the VDI interface
(NCU-PLC interface).

 Loading...
Loading...














