Coordinate transformation (FRAMES)
5.2 Frame variables / assigning values to frames
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
291
Description
Calling frame
By specifying the system variable $P_UIFRNUM you can access the current zero offset set
with $P_UIFR or G54, G55, ...
($P_UIFRNUM contains the number of the currently set frame).
All other stored settable $P_UIFR frames are called up by specifying the appropriate number
$P_UIFR[n].
For predefined frame variables and user-defined frames, specify the name, e.g.,
$P_IFRAME.
Calling data
The axis name and the frame component of the value you want to access or modify are
written in square brackets, e.g., [X, RT] or [Z, MI].
5.2.3 Linking complete frames
Function
A complete frame can be assigned to another frame or frames can be chained to each other
in the NC program.
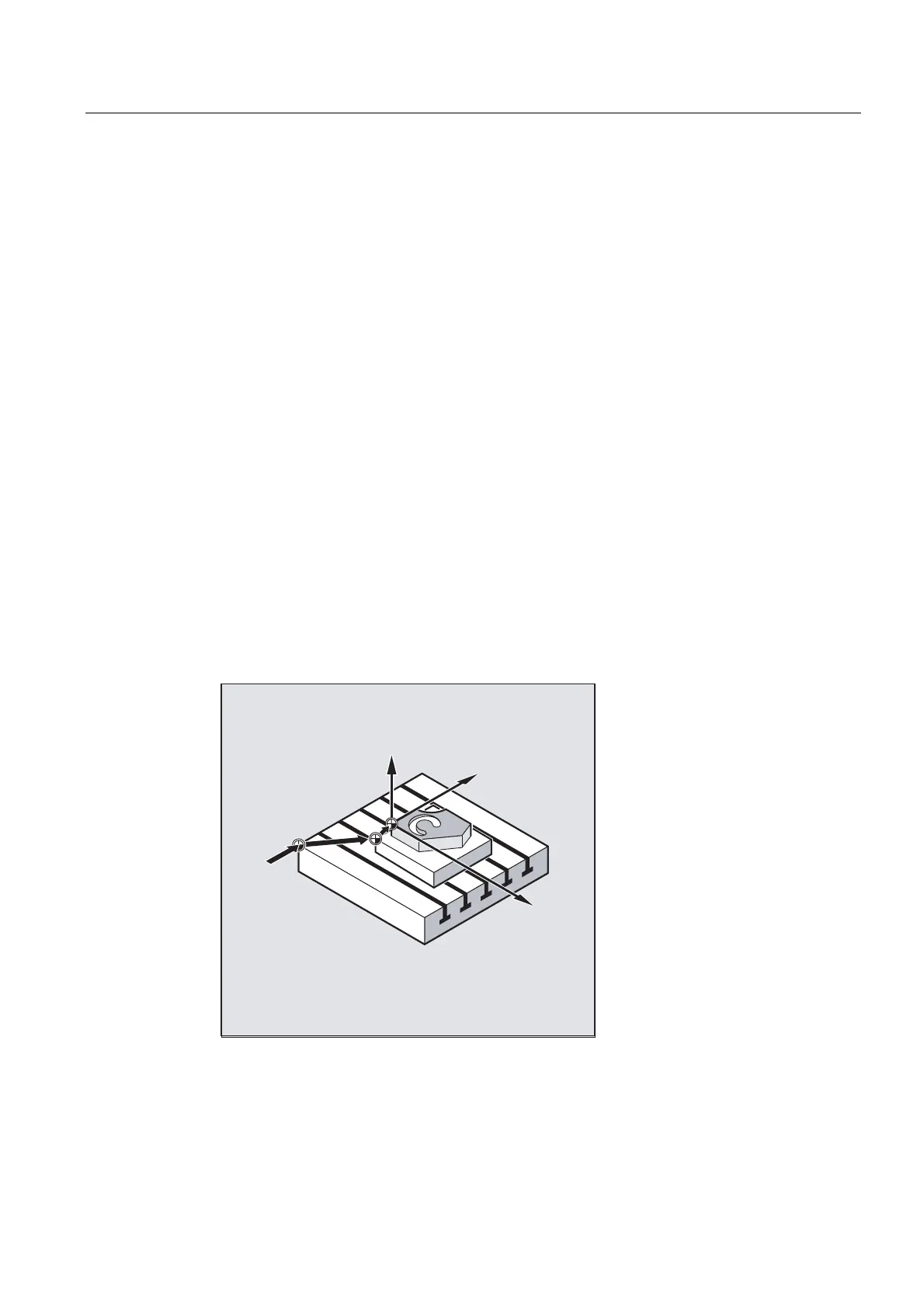
Frame chaining is suitable for the description of several workpieces, arranged on a pallet,
which are to be machined in the same process.
*
=
;
<
The frame components can only contain intermediate values for the description of pallet
tasks. These are chained to generate various workpiece zeroes.

 Loading...
Loading...














