4
Creating a ShopTurn Program 08/2005
4.2 Bases
4
♥ Siemens AG, 2005. All rights reserved
4-130 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
4.2.3 Absolute and incremental dimensions
When creating a sequential control program, you can input positions in
absolute or incremental dimensions, depending on how the workpiece
drawing is scaled.
You can also use a mix of absolute and incremental dimensions, i.e.
one coordinate in the absolute dimension and the other in incremental
dimension.
For the plan axis (the X-axis, in this case), it is established in machine
data whether the diameter or radius is programmed in absolute or
incremental dimensions.
Please also refer to the machine manufacturer's instructions.
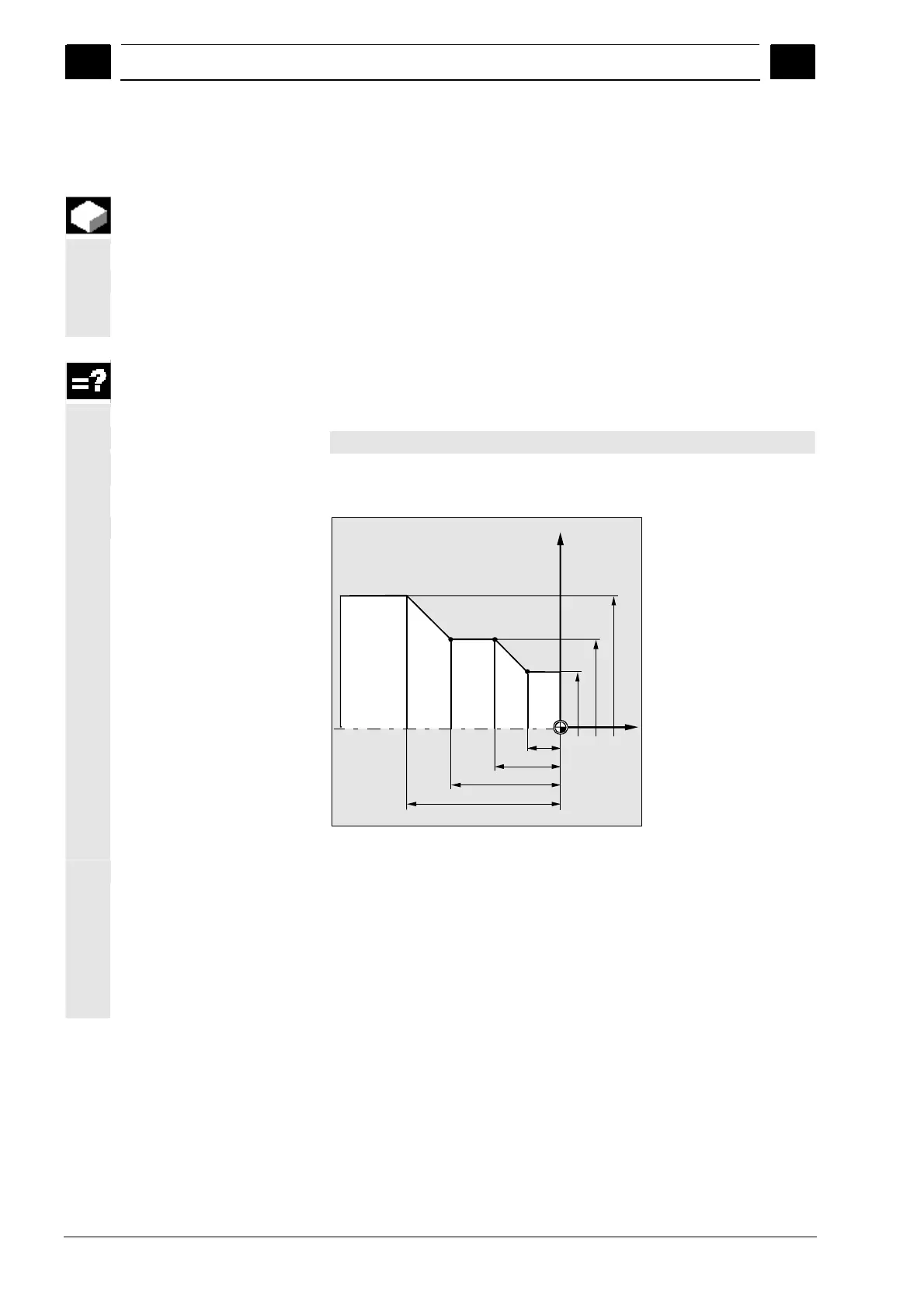
Absolute dimensions
(ABS)
With absolute dimensions, all position specifications refer to the zero-
point of the active coordinate system.
Z
X
7.5
15
25
35
P4
P3
P2
P1
Ø 25
Ø 40
Ø 60
Absolute dimensions
The position specifications for the points P1 to P4 in absolute
dimensions refer to the zero-point:
P1: X25 Z-7.5
P2: X40 Z-15
P3: X40 Z-25
P4: X60 Z-35
 Loading...
Loading...














