5
08/2005 ShopTurn Functions
5.1 Strai
ht or circular
ath movements
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-161
Z
J
K
Incremental dimensions: The plus/minus sign is evaluated.
Target position in the Z direction (abs or inc)
Incremental dimensions: The plus/minus sign is evaluated.
Distance between the circle starting point and the circle center point in the Y
direction (inc)
The plus/minus sign is evaluated.
Distance between the circle starting point and the circle center point in the Z
direction (inc)
The plus/minus sign is evaluated.
mm
mm
mm
X
Z
I
K
Machining plane Rotate:
Target position ¬ in the X direction (abs) or target position in the X direction (inc)
Incremental dimensions: The plus/minus sign is evaluated.
Target position in the Z direction (abs or inc)
Incremental dimensions: The plus/minus sign is evaluated.
Distance between the circle starting point and the circle center point in the X
direction (inc)
The plus/minus sign is evaluated.
Distance between the circle starting point and the circle center point in the Z
direction (inc)
The plus/minus sign is evaluated.
mm
mm
mm
mm
F Machining feedrate mm/rev
mm/min
mm/tooth
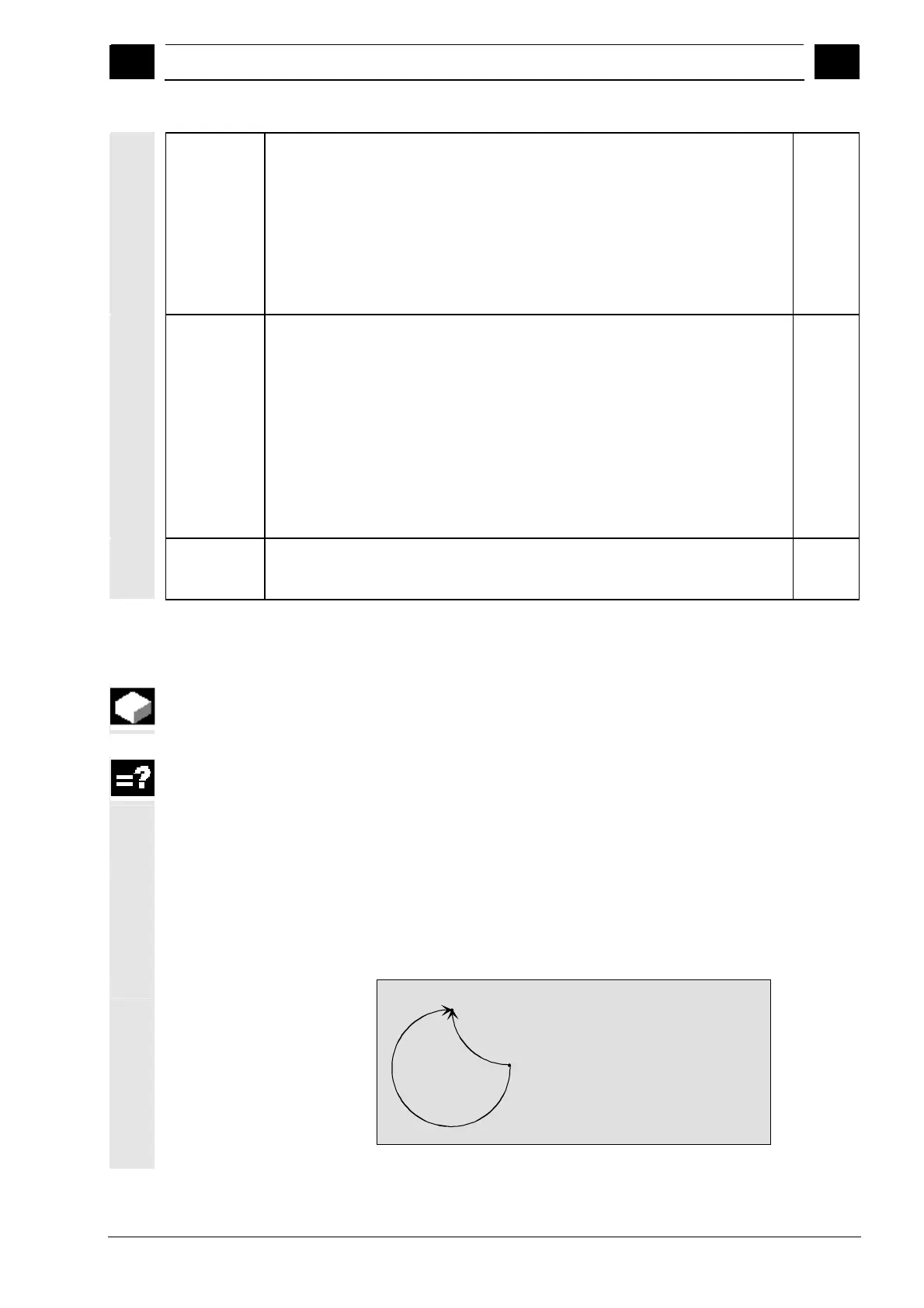
5.1.4 Circle with known radius
To program a circle or arc with a known radius in Cartesian
coordinates, use the "Circle radius" function.
The tool traverses a circular arc with the programmed radius from its
current position to the programmed target position at the machining
feedrate. The position of the circle center point is calculated by
ShopTurn.
You can choose to traverse the arc in the clockwise or anticlockwise
direction. Depending on the direction of rotation, there are two options
for approaching the target position from the current position via an arc
of the specified radius. You can select the arc of your choice by
entering a positive or a negative sign for the radius.
+
–
Target
Start
Arc angles of up to 180°: +
Arc angles larger than 180°: –
Arcs with different arc angles
 Loading...
Loading...














