5
08/2005 ShopTurn Functions
5.4 Contour turnin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-231
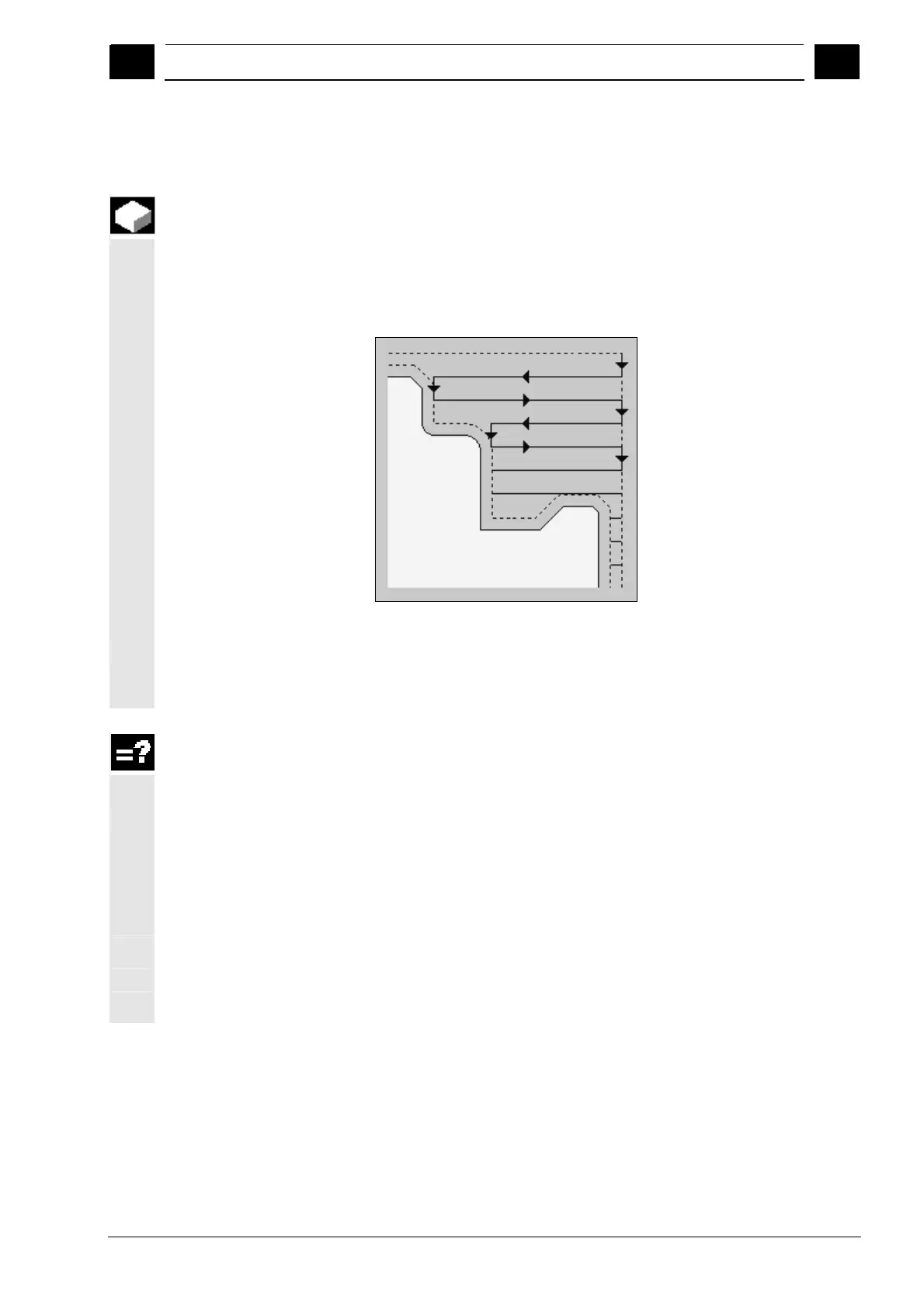
5.4.9 Plunge-turning
The "Plunge-turning" function is used to machine grooves of any
shape.
In contrast to grooving, the plunge-turning function removes material
on the sides after the groove has been machined in order to reduce
machining time. Unlike grooving, the plunge-turning function allows
you to machine contours that the tool must enter vertically.
Plunge-turning
You will need a special tool for plunge-turning.
Before you program the "Plunge-turning" cycle, you must define the
contour.
Blank
With plunge-turning, ShopTurn can start from a blank that is defined
as a cylinder, an allowance on the finished-part contour or any
unmachined-part contour.
Set machining area
limits
If, for example, you want to machine a certain area of the contour with
a different tool, you can set machining area limits so that machining
only takes place in the area of the contour you have selected.
Feed interruption
To prevent the occurrence of excessively long chips during machining,
you can program a feed interruption.
Machining type
You can select the machining mode (roughing or finishing).
For more detailed information, please refer to section "Stock removal"
in each case.
 Loading...
Loading...














