5
08/2005 ShopTurn Functions
5.2 Drillin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-167
5.2 Drilling
The functions explained in this section are used when you want to
program various drill holes on the end face or peripheral surface.
You program drilling operations in the order in which they are
performed. The following technology cycles can be used:
Drill centered
Thread centered
Centering
Drilling
Reaming
Deep-hole drilling
Thread tapping
Thread milling
You have to program the positions or position pattern after the
technology cycles.
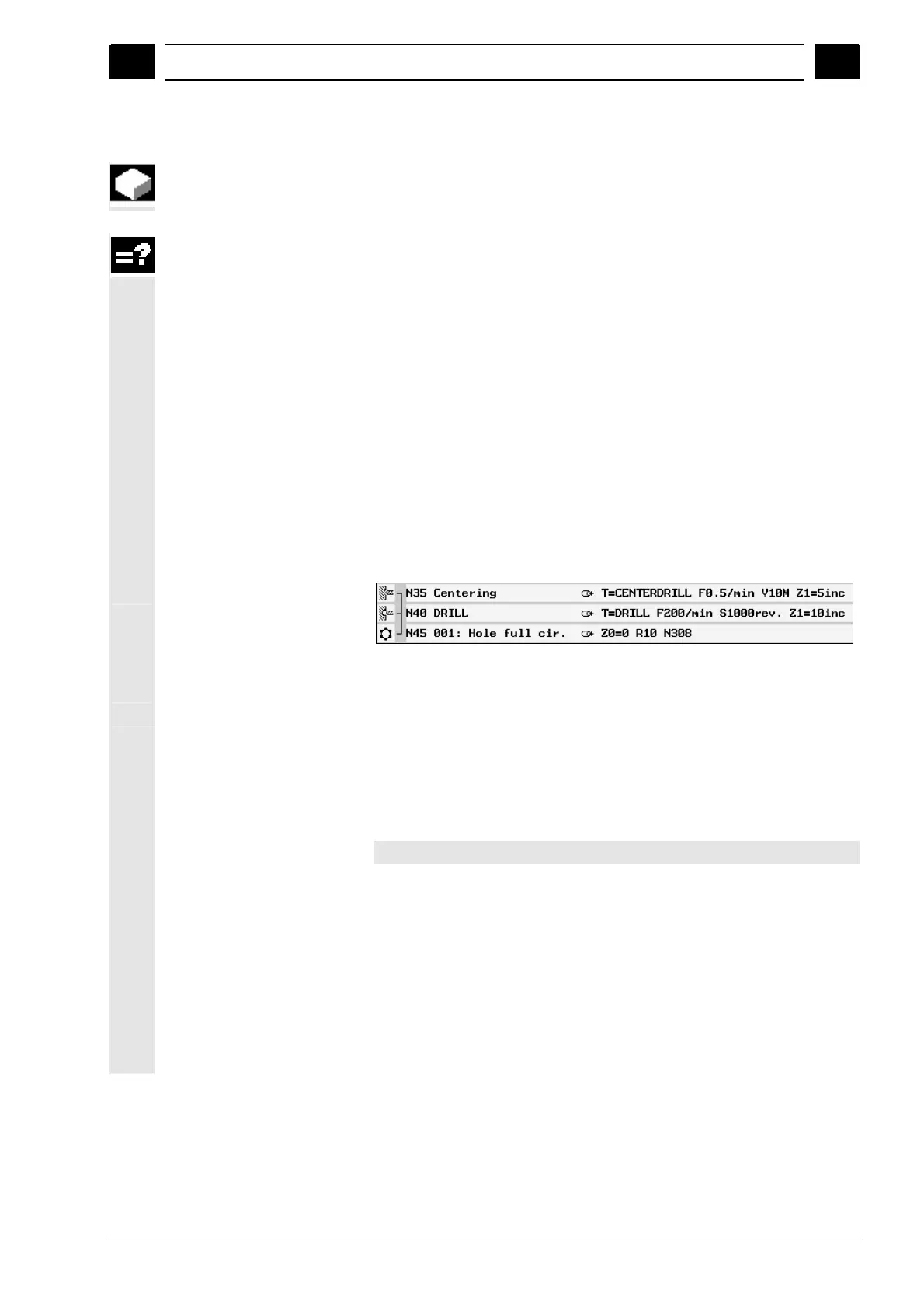
All program blocks involved in the drilling operation are shown in the
process plan in square brackets.
Example: Drilling
Clamp spindle
With off-center drilling, it can be helpful to clamp the spindle to avoid
spindle distortions. The "Clamp spindle" function must be set up by
the machine manufacturer. The machine manufacturer also specifies
whether ShopTurn will clamp the spindle automatically if this would
facilitate machining, or if you can decide the types of machining for
which the spindle should be clamped.
Please also refer to the machine manufacturer's instructions.
If you are to decide the types of machining for which the spindle is to
be clamped, the following applies:
You should note that when machining in planes End face/End face C
and Peripheral surface/Peripheral surface C, clamping remains
activated only until the drilling operation ends. When machining in
planes End face Y and Peripheral surface Y, on the other hand,
clamping is modal, i.e. it remains activated until the machining plane is
changed or clamping is deselected in the "Straight circle" Æ "Tool"
menu.
 Loading...
Loading...














