Part Options 253
Three Point Align
When executed, the controller commands motion of the sensor around the plate searching for the
edges at three specific reference points on a square plate based on motion commands within the part
program. After the three reference points have been detected, the control will position the torch in the
proper location to start the part program with the calculated skew. Traverse distance and speeds are
defined in the program code to improve the speed and accuracy of the process.
Set Up/ Notes:
1) The Auto Plate Align Sensor(s) must first be assigned in I/O setups. The logic state must be set so
that the input(s) are active when over the plate.
2) The 3 point align feature must be enabled in Machine Setup and assign Sensor radius for
accuracy.
3) The Manual Options “User Defined” Manual Offset value will be used if a X/Y tool offset is required
to compensate for the distance between the master torch and the APA Sensor.
4) Scrap clearance, if required, would be entered at the Align screen. Additionally, Corner to Align
With and Skew Point parameters on the Align screen will set the start corner location of the program
and sequence for edge detection.
5) If your machine requires “Homing”, the Homing function should be performed at some point prior
to operation.
6) Insert program codes into the part program.
Program Code
The EIA program code should be placed at the start of the part program. The parameters will be
effective until changed or restart.
Three point alignment distance and speeds can be defined with the following EIA format program
code.
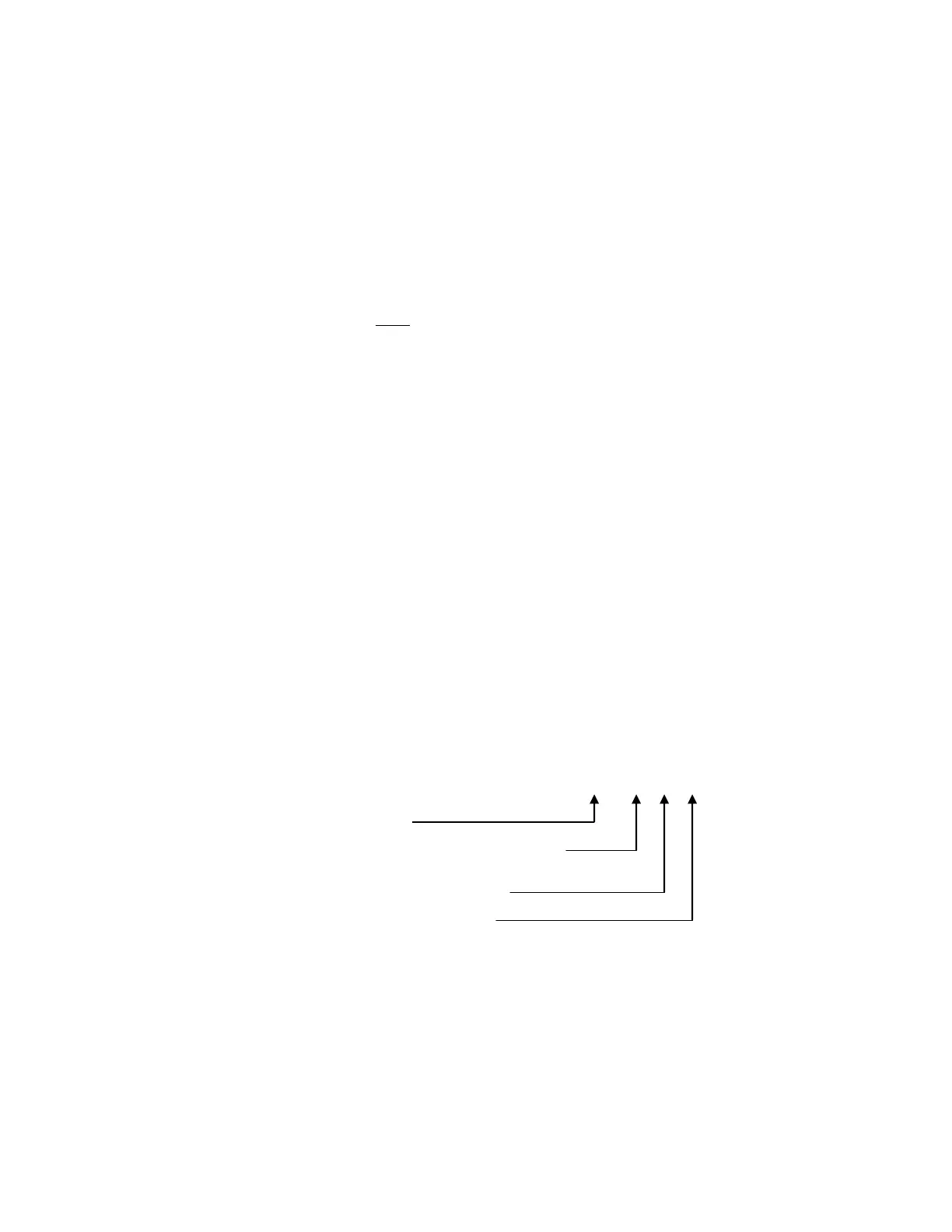
G66D100B300C30
G66 -Three point alignment command
D value - Distance between two plate edge reference points
B value - Rapid feedrate value for distance D motion
C value – Slow feedrate value for distance to Edge
 Loading...
Loading...

