Multiple-Axis Machining | Three-dimensional tool compensation (option 9)
13
HEIDENHAIN | TNC 620 | Conversational Programming User's Manual | 10/2017
583
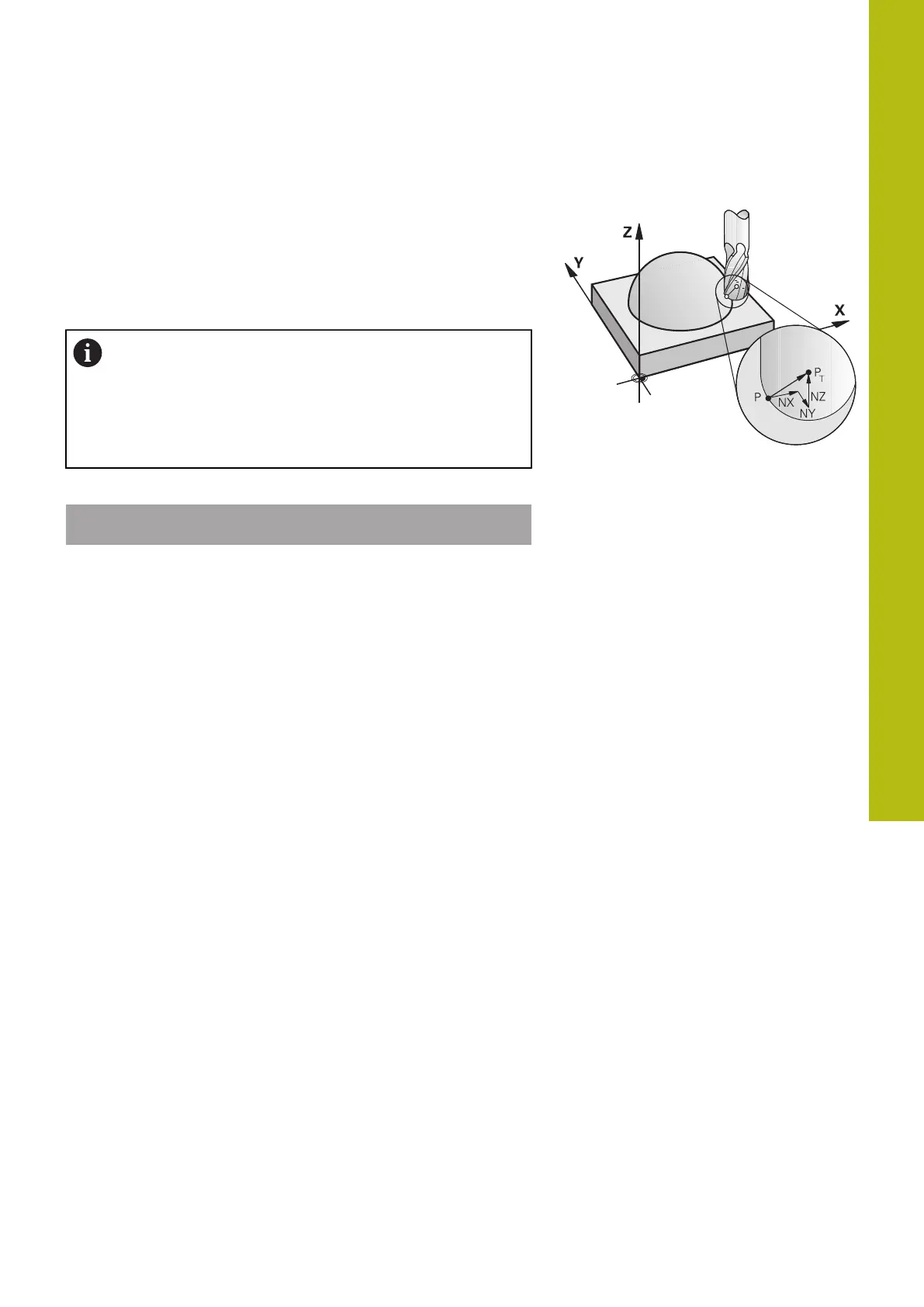
3-D compensation without TCPM
If the NC program includes surface normal vectors, the control
performs a 3-D compensation for three-axis machining. In this
case, the RL/RR radius compensation and TCPM or M128 must
be inactive. The control displaces the tool in the direction of the
surface-normal vectors by the total of the delta values (from the
tool table and TOOL CALL).
The control generally uses the defined delta values
for 3-D tool compensation. The entire tool radius R +
DR) is only taken into account if you have activated the
FUNCTION PROG PATH IS CONTOUR function.
Further information: "Interpretation of the programmed
path", page 588
Example: Block format with surface-normal vectors
1 LN X+31.737 Y+21.954 Z+33.165NX+0.2637581 NY+0.0078922
NZ-0.8764339 F1000 M3
LN:
Straight line with 3-D compensation
X, Y, Z:
Compensated coordinates of the straight-line
end point
NX, NY, NZ:
Components of the surface-normal vector
F:
Feed rate
M:
Miscellaneous function
 Loading...
Loading...

