First Steps with the TNC 620 | Programming the first part
1
HEIDENHAIN | TNC 620 | Conversational Programming User's Manual | 10/2017
71
Programming a simple contour
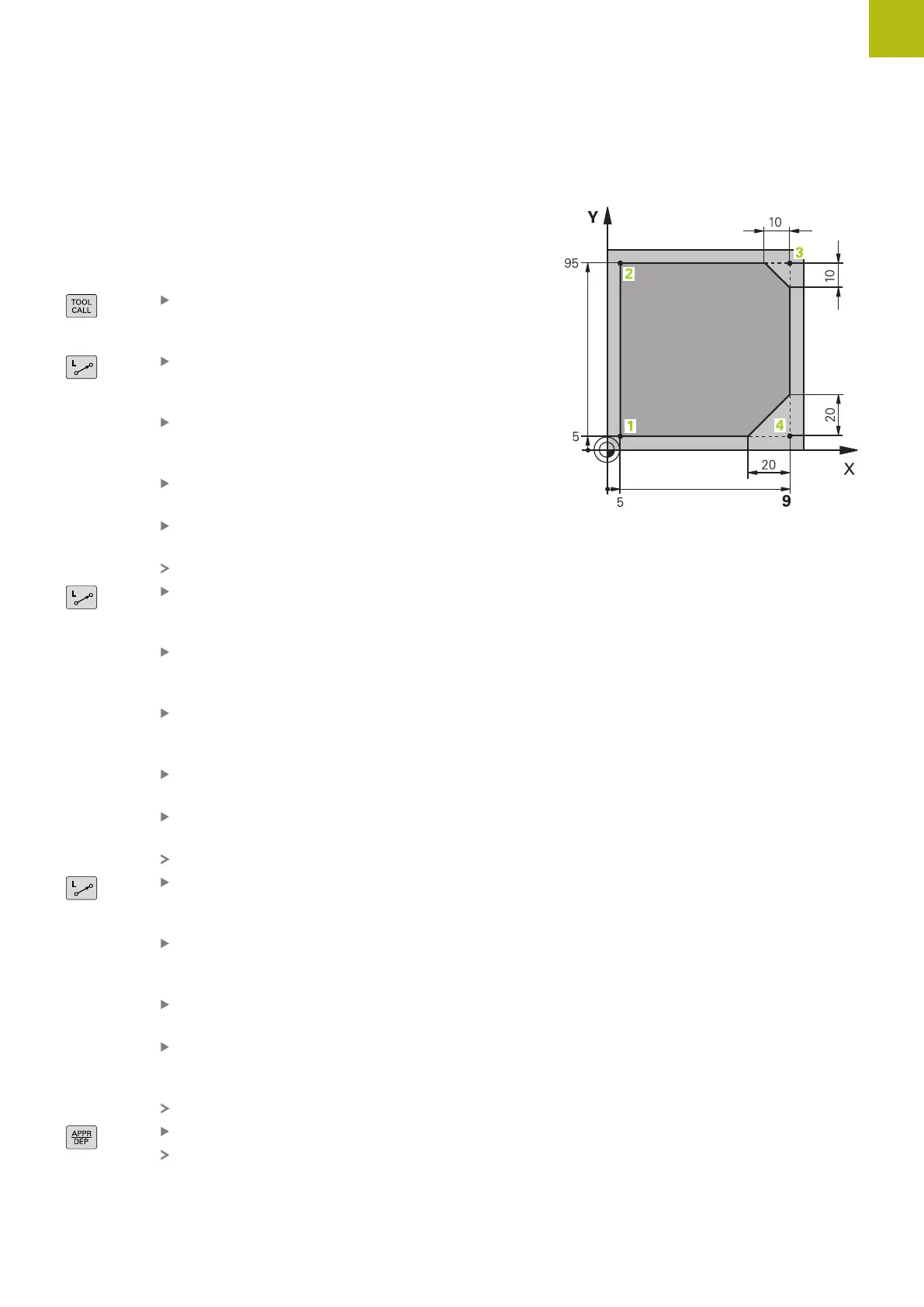
The contour shown to the right is to be milled once to a depth of
5 mm. You have already defined the workpiece blank. After you
have initiated a dialog through a function key, enter all the data
requested by the control in the screen header.
Call the tool: Enter the tool data. Confirm the
entry in each case with the ENT key, and do not
forget the Z tool axis
Retracting tool: Press the orange axis key Z and
enter the value for the position to be approached,
e.g. 250. Press the ENT key
Confirm Tool radius comp: RL/RR/no comp?
with the ENT key: Do not activate radius
compensation
Confirm Feed F=? with the ENT key: Rapid
traverse (FMAX)
Enter Miscellaneous function M? and confirm
with the END key
The control stores the entered positioning block.
Preposition the tool in the working plane: Press
the orange X axis key and enter the value for the
position to be approached, e.g. -20
Press the orange axis key Y and enter the value
for the position to be approached, e.g. -20. Press
the ENT key
Confirm Tool radius comp: RL/RR/no comp?
with the ENT key: Do not activate radius
compensation
Confirm Feed F=? with the ENT key: Rapid
traverse (FMAX)
Confirm Miscellaneous function M? with the
END key
The control stores the entered positioning block.
Move tool to working depth: Press the orange
axis key Z and enter the value for the position to
be approached, e.g. -5. Press the ENT key
Confirm Tool radius comp: RL/RR/no comp?
with the ENT key: Do not activate radius
compensation
Feed rate F=? Enter the positioning feed rate,
e.g. 3000 mm/min, confirm with the ENT key
Miscellaneous function M? Switch on the
spindle and coolant, e.g. M13, and confirm with
the END key
The control stores the entered positioning block.
Move to the contour: Press the APPR DEP key
The control displays a soft-key row with approach
and departure functions.
 Loading...
Loading...

