Test Run and Program Run | Program run
18
HEIDENHAIN | TNC 620 | Conversational Programming User's Manual | 10/2017
717
18.5 Program run
Application
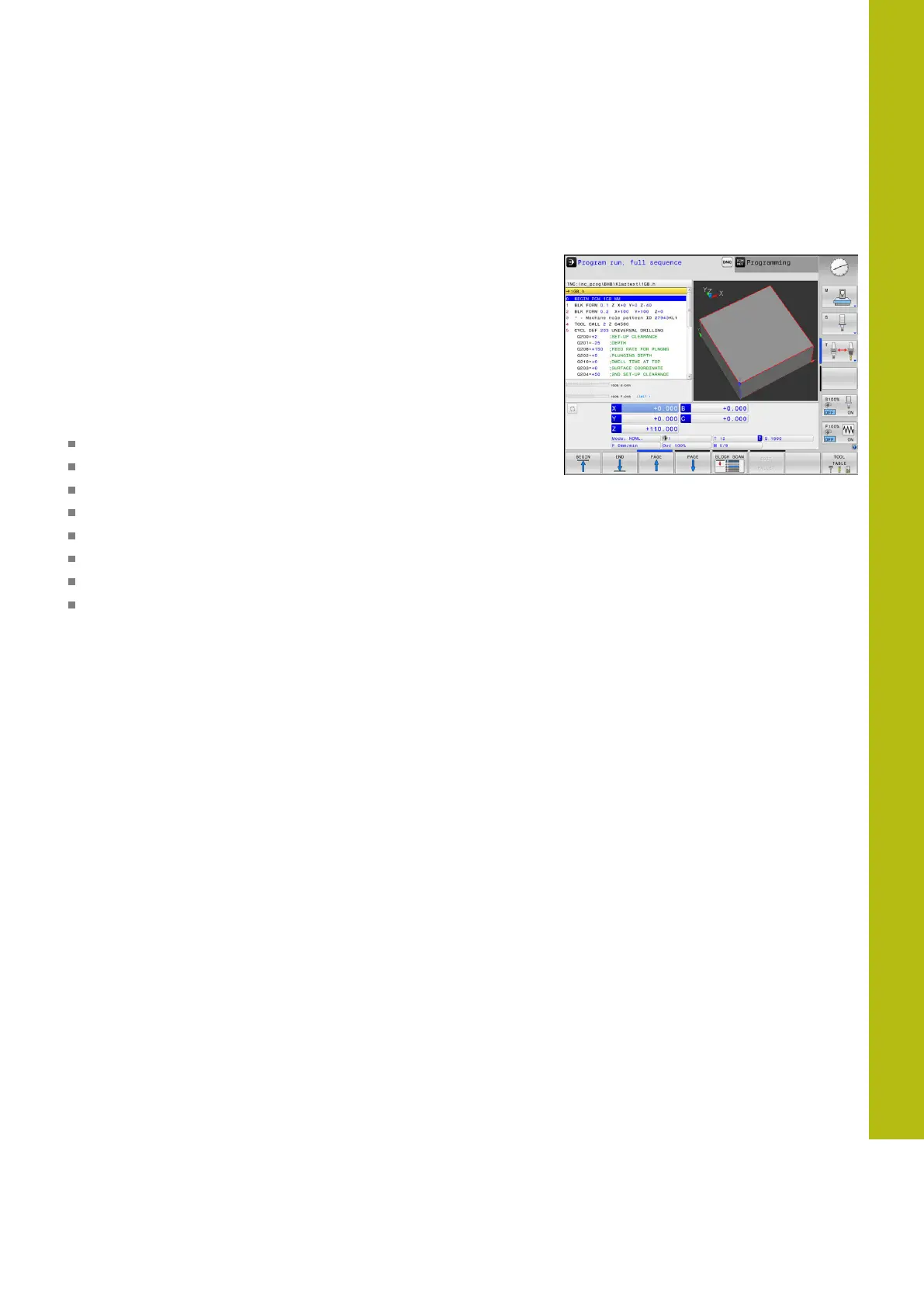
In the Program run, full sequence operating mode, the control
executes a machining program continuously to its end or up to a
program stop.
In the Program run, single block operating mode, the control
executes each block individually after pressing the NC Start key.
With point pattern cycles and CYCL CALL PAT the controls stops
after each point.
You can use the following control functions in the Program run,
single block and Program run, full sequence operating modes:
Interrupt program run
Starting the program run from a certain block
Optional block skip
Edit the tool table TOOL.T
Checking and changing Q parameters
Superimpose handwheel positioning
Functions for graphic simulation
Additional status display
 Loading...
Loading...

