Parameter Description Unit
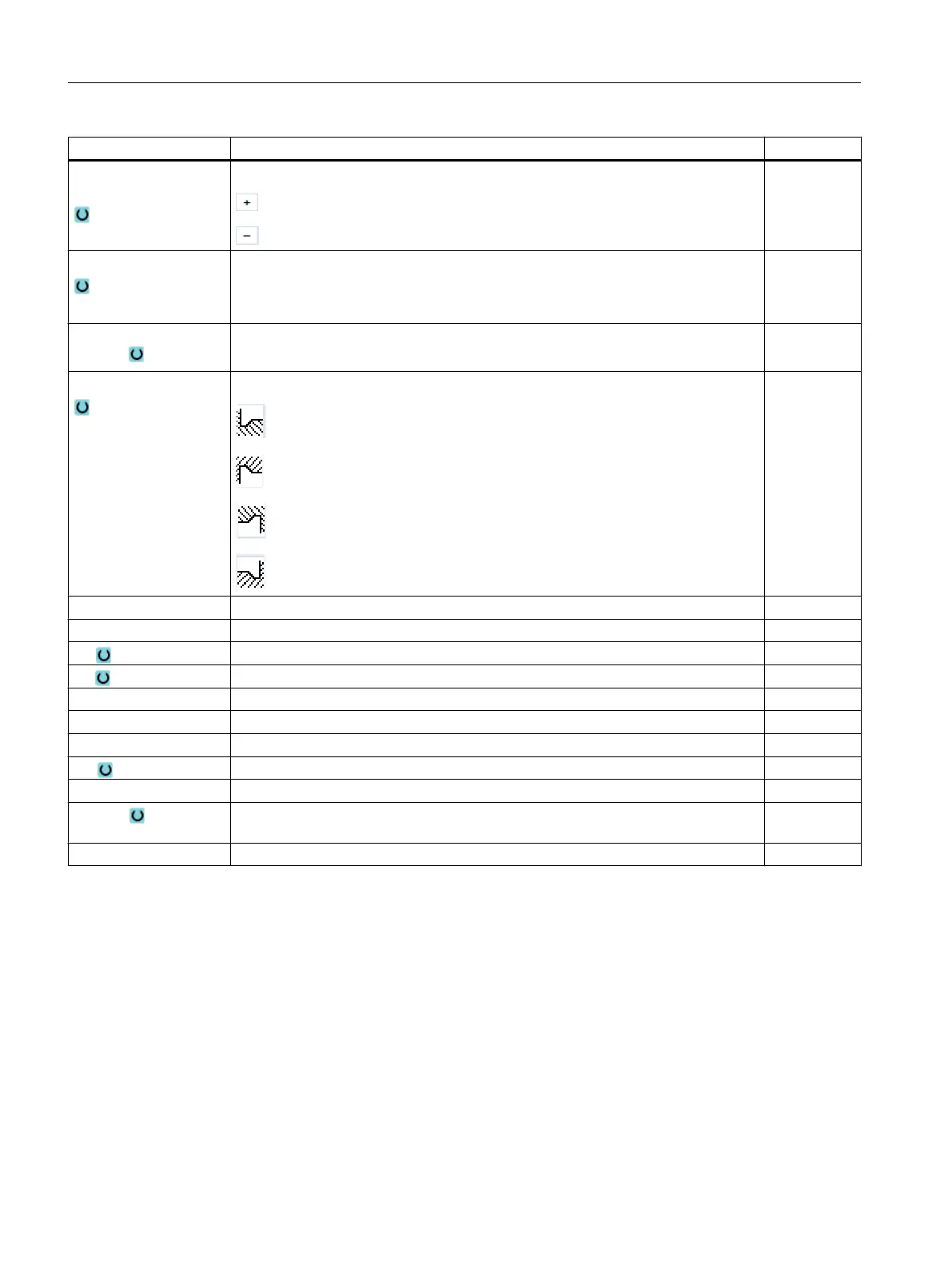
Preferred direction (for
ShopMill program)
Preferred direction of the swivel axis for several possible alignments of the machine
Machining
● ∇ (roughing)
● ∇∇∇ (finishing)
● ∇ + ∇∇∇ (roughing and finishing)
Machining
direction
● Longitudinal
● Parallel to the contour
Position Machining position:
X0 Reference point X ∅ mm
Z0 Reference point Z mm
X1 Undercut depth referred to X ∅ (abs) or undercut depth referred to X (inc)
Z1 Allowance Z (abs or inc)
R1 Rounding radius 1 mm
R2 Rounding radius 2 mm
α Insertion angle Degrees
VX Cross feed ∅ (abs) or cross feed (inc) - (only for ∇∇∇ and ∇ + ∇∇∇)
D Maximum depth infeed – (only for ∇ and ∇ + ∇∇∇) mm
U or UX Finishing allowance in X or finishing allowance in X and Z – (only for ∇ and ∇ +
∇∇∇)
mm
UZ Finishing allowance in Z – (only for UZ, ∇ and ∇ + ∇∇∇) mm
* Unit of feedrate as programmed before the cycle call
10.4.6 Thread turning (CYCLE99), only for G code
Function
The "Longitudinal thread", "Tapered thread" or "Face thread" cycle is used to turn external or
internal threads with a constant or variable pitch.
There may be single or multiple threads.
Programming technological functions (cycles)
10.4 Turning - milling/turning machine
Milling
534 Operating Manual, 08/2018, 6FC5398-7CP41-0BA0

 Loading...
Loading...




















