10-23
HRX217HYA • HRX217HZA CAM PULLEY/CRANKSHAFT/ PISTON/CYLINDER
VALVE SEAT RECONDITIONING
Thoroughly clean the combustion chamber and valve seats to
remove carbon deposits (P. 3 - 1 0
).
Apply a light coat of Prussian Blue or erasable felt-tipped marker
ink to the valve seat.
Insert the valve, and snap it closed against its seat several times.
Be sure the valve does not rotate on the seat. The transferred
marking compound will show any area of the seat that is not
concentric.
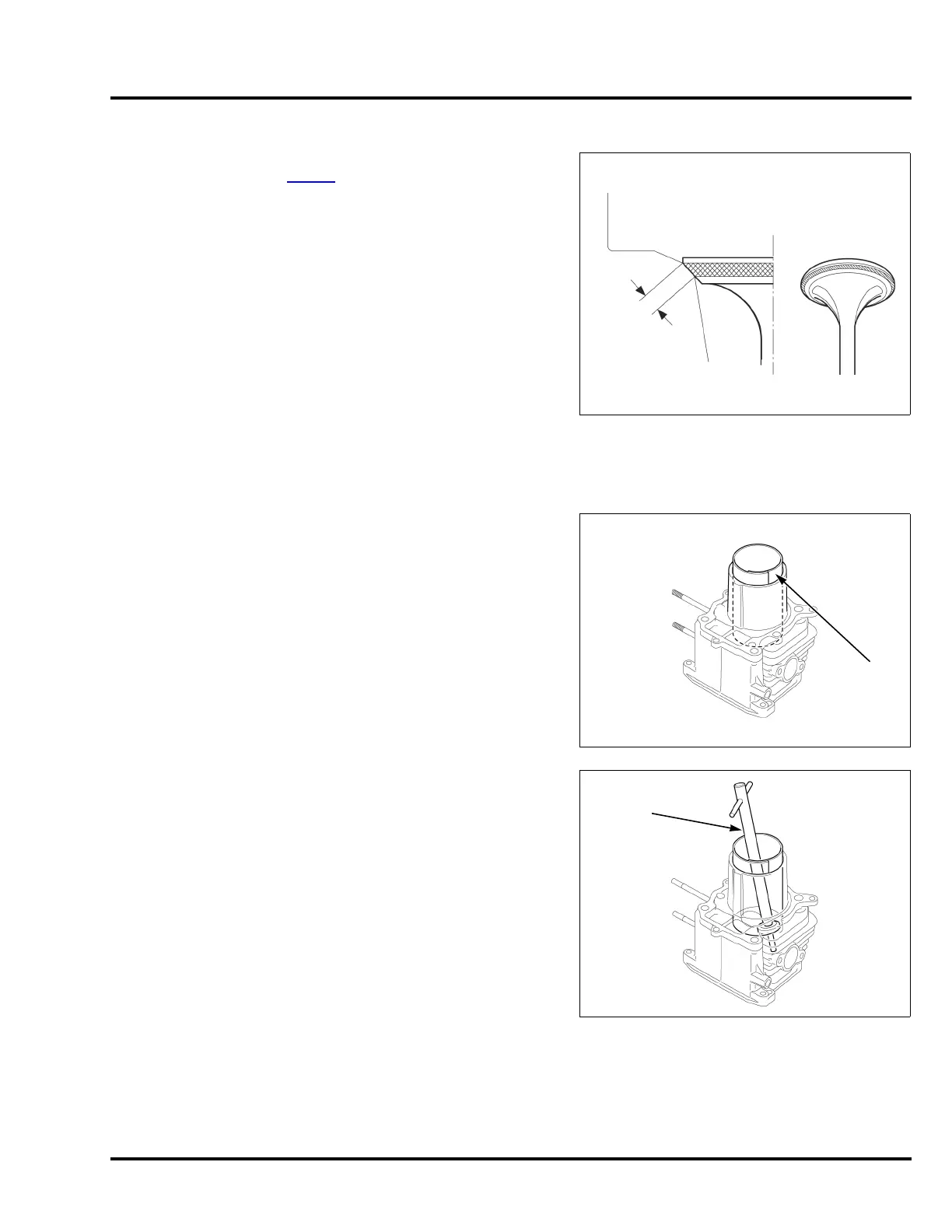
Measure the valve seat width of the cylinder head.
If the measurement is more than the service limit, recondition the
valve seat.
Check whether the valve seat contact area of the valve is too high.
If the valve seat is too high, recondition the valve seat.
Prepare a thick paper cylinder or equivalent material with a large
enough diameter to fit against the cylinder wall of the cylinder.
Insert the thick paper into the cylinder to protect the cylinder wall
during valve seat reconditioning.
Valve seat cutters/grinder or equivalent valve seat re-facing
equipment is recommended to correct a worn valve seat.
Turn the cutter clockwise, never counterclockwise. Continue to
turn the cutter as you lift it from the valve seat.
STANDARD: 0.7 – 0.9 mm (0.03 – 0.04 in)
SERVICE LIMIT: 1.8 mm (0.07 in)
VALVE SEAT
WIDTH
VALVE SEAT
TOO HIGH

 Loading...
Loading...









