Maximum allowable run-out:
0.05 mm
- The cylinder rectifying operation should be car-
ried out with a surfacing that respects the original
angle.
- The cylinder surface roughness should be 0.9
micron.
- This is indispensable for a good seating of the
sealing rings, which in turn minimises oil consump-
tion and guarantees optimum performance.
- The pistons are oversized due to cylinder rectifi-
cation and are subdivided into three categories
1st, 2nd, 3rd with 0.2-0.4-0.6 mm oversize. They
are also classified into 4 categories A-A, B-B, C-
C, D-D.
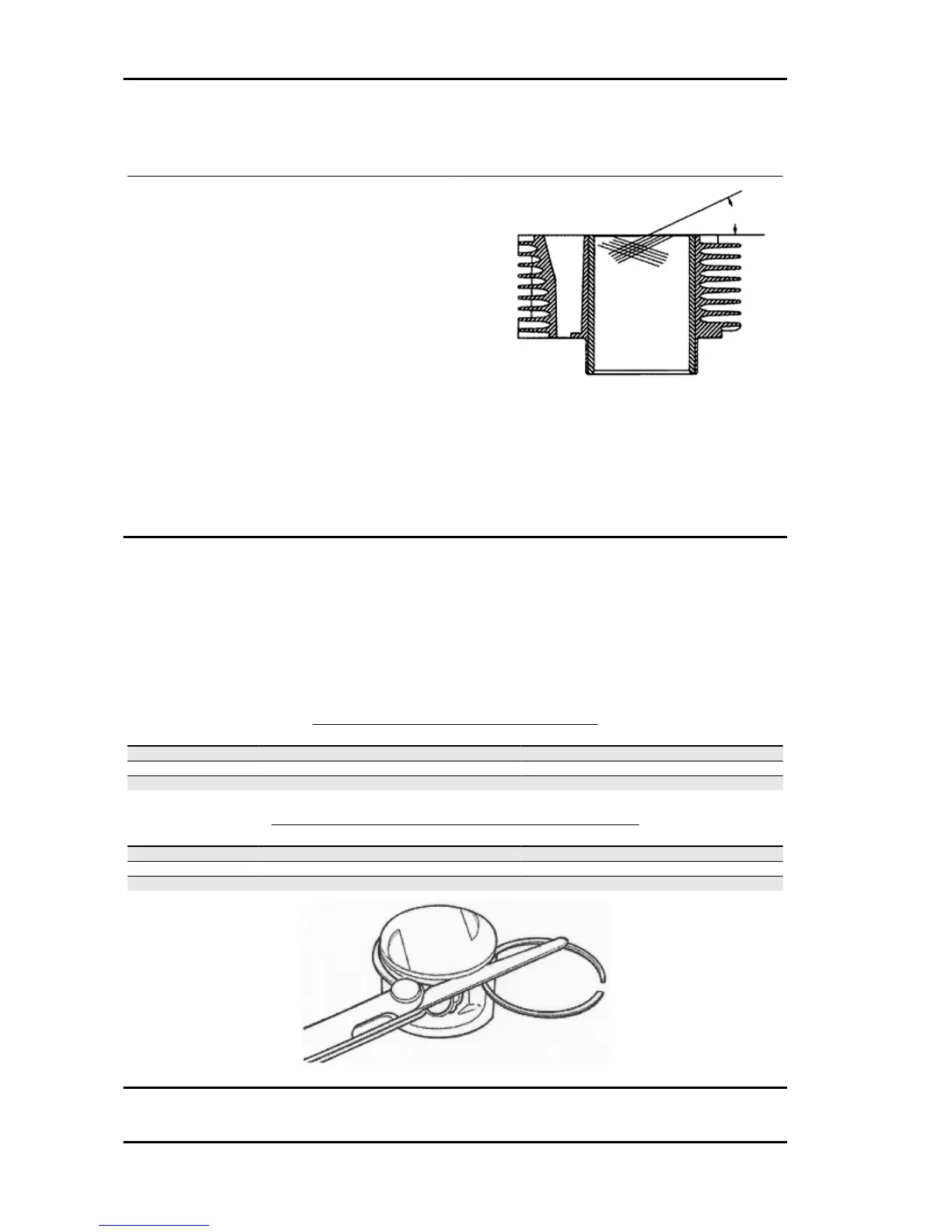
Inspecting the piston
- Carefully clean the seal housings.
- Measure the coupling clearance between the seal rings and the grooves using suitable sensors, as
shown in the diagram.
- If the clearance is greater than that indicated in the table, replace the piston.
STANDARD COUPLING CLEARANCE
Name
Description Dimensions Initials Quantity
Top piston ring 0.025 ÷ 0.070
Middle piston ring 0.015 ÷ 0.060
oil scraper 0.015 ÷ 0.060
MAXIMUM ADMITTED CLEARANCE AFTER USE
Name
Description Dimensions Initials Quantity
Top piston ring 0.080 mm
Middle piston ring 0.070 mm
oil scraper 0.070 mm
Engine Liberty 125 - 200 4tempi
ENG - 94

 Loading...
Loading...






