Detailed Description
2.2 Reference/Synchronize
Spindles (S1)
2-26 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
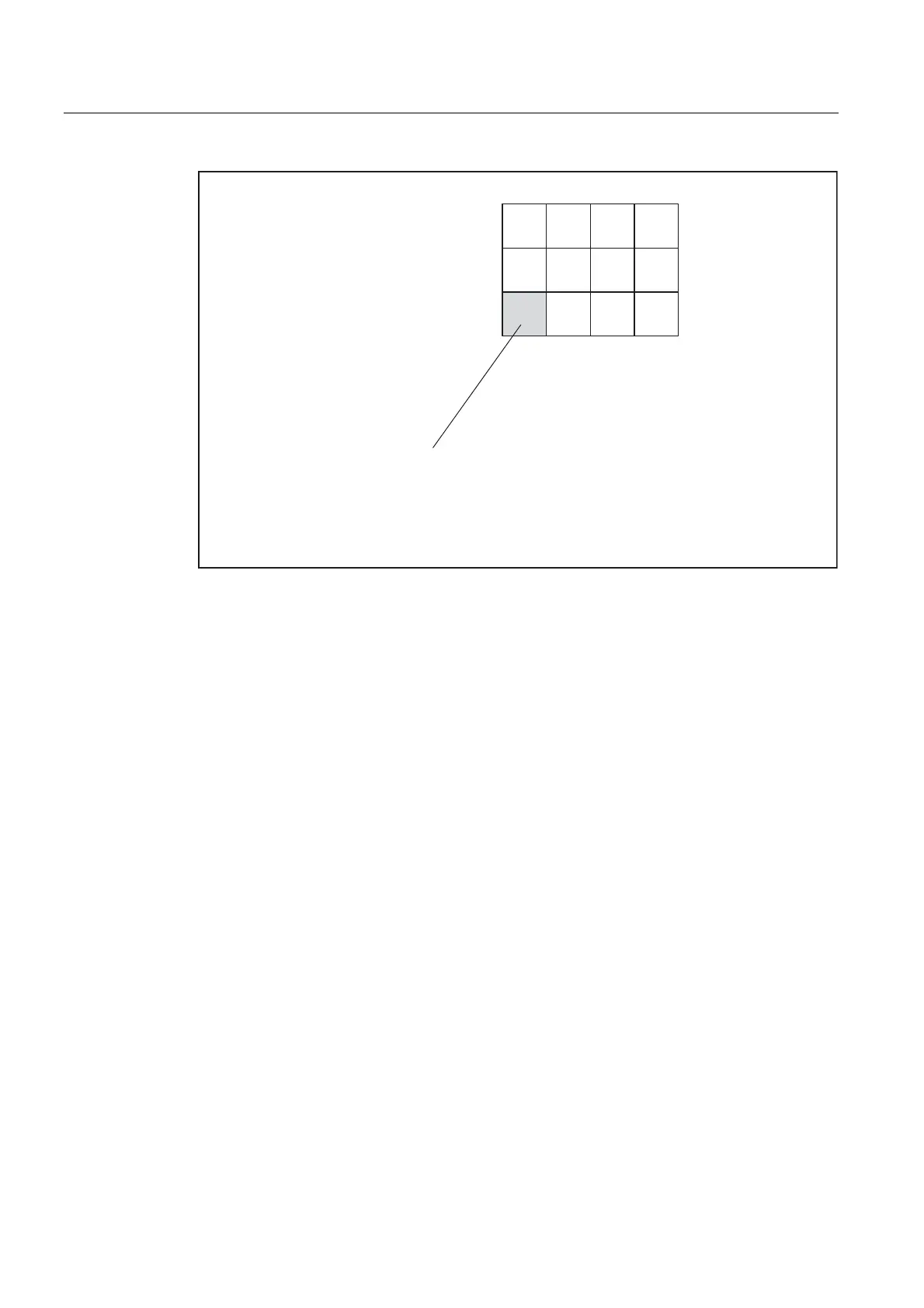
0'63,1'B'()$8/7B02'(
0'63,1'B'()$8/7B$&7B0$6.
5(6(7
3RZHU21
1&67$57
6SHHGPRGHZRSRVFRQWU
6SHHGPRGHZLWKSRVFRQWU
3RVLWLRQLQJPRGH
$[LVPRGH
6WDQGDUGVHWWLQJ
Fig. 2-5 Programmable defaults for spindle operating mode
2.2 2.2 Reference/Synchronize
Why synchronize?
In order to ensure that the control detects the exact position when it is switched on, the
control must be synchronized with the position measurement system of the spindle. This
process is known as synchronization.
Only a synchronized spindle is capable of:
• Thread cutting
• Rigid tapping
• Being programmed as an axis
Additional information about synchronizing the spindle can be found in
References:
/FB1/ Description of Functions, Basic Machine; Homing (R1)
Why reference?
In order to ensure that the control detects the exact machine zero when it is switched on, the
control must be synchronized with the position measurement system of the rotary axis. This
process is known as homing. The sequence of operations required to home an axis is known
as homing.
 Loading...
Loading...















