Detailed Description
2.3 Tool cutting edge
Tool Compensation (W1)
2-36 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Basic length 1 to 3
In order that the discrepancy between the toolholder reference point F and the toolholder
reference point F' can be corrected on the three geometry axes (three dimensional), all 3
basic lengths are active irrespective of the tool type. In other words, a twist drill (tool
type 200) with a tool length compensation (length 1) can also have a tool base
dimension/adapter dimension in 3 axes.
Note
Please refer to the following documentation for more information about base-
dimension/adapter-dimension tool length compensation:
References:
/PA/ Programming Guide, Fundamentals.
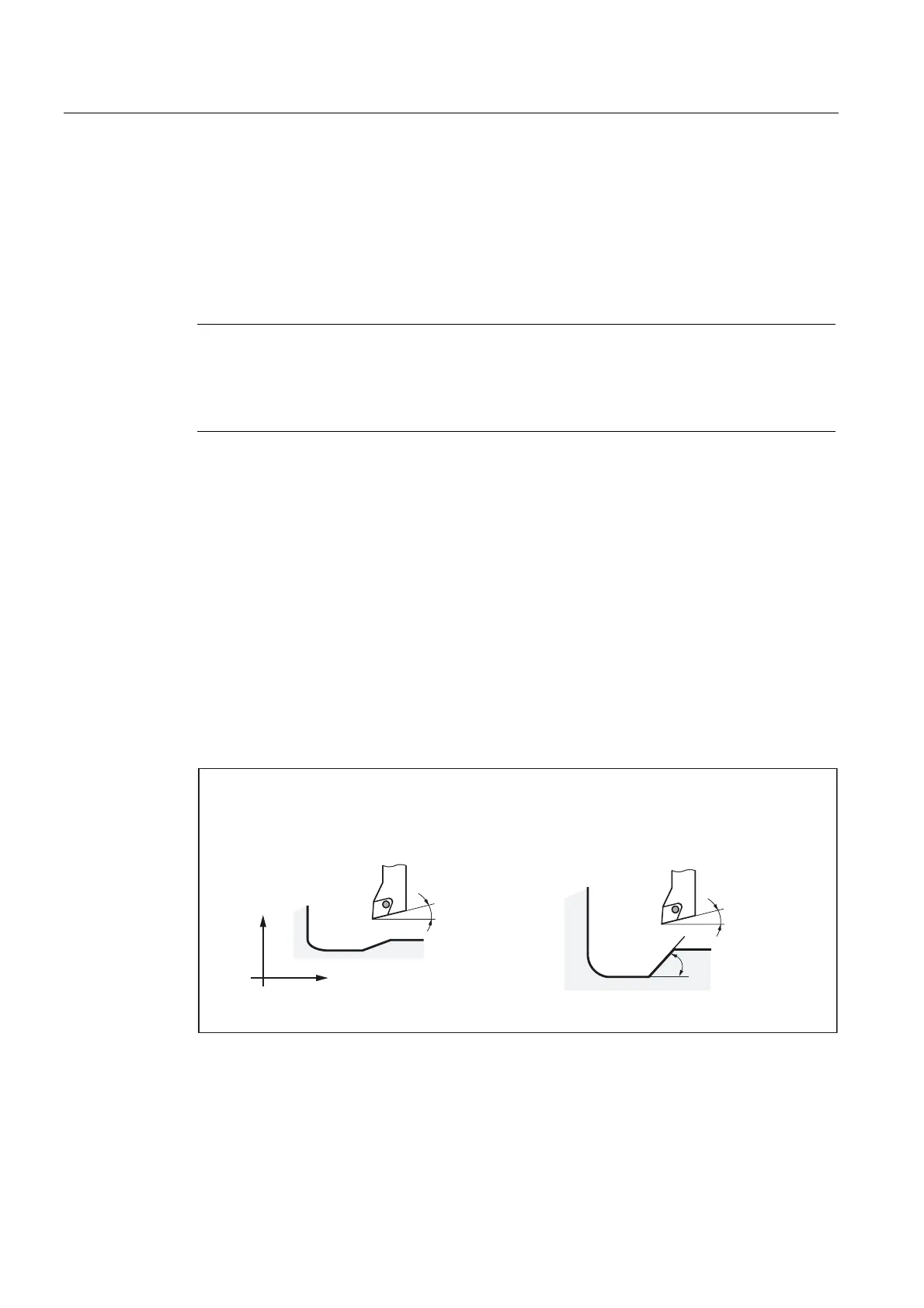
2.3.9 Technology – tool clearance angle (tool parameter 24)
Meaning
Certain turning cycles, in which traversing motions with tool clearance are generated,
monitor the tool clearance angle of the active tool for possible contour violations.
Value range
The angle (0 to 90 degrees with no leading sign) is entered in tool parameter 24 as the tool
clearance angle.
VWFRQWRXUWREHPDFKLQHG
LVQRWYLRODWHG
QGFRQWRXUWREHPDFKLQHG
FRXOGEHYLRODWHG
7RROFOHDUDQFH
DQJOH
7RROFOHDUDQFH
DQJOH
;
=
Fig. 2-11 Tool clearance angle of the turning tool during relief cutting
 Loading...
Loading...















