Detailed Description
2.2 Flat D number structure
Tool Compensation (W1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-19
Example
Compensation selection in the part program
D9 is written in the program. With $A_DND[9], the absolute D number stored in the 9th table
location at the time of the call is read.
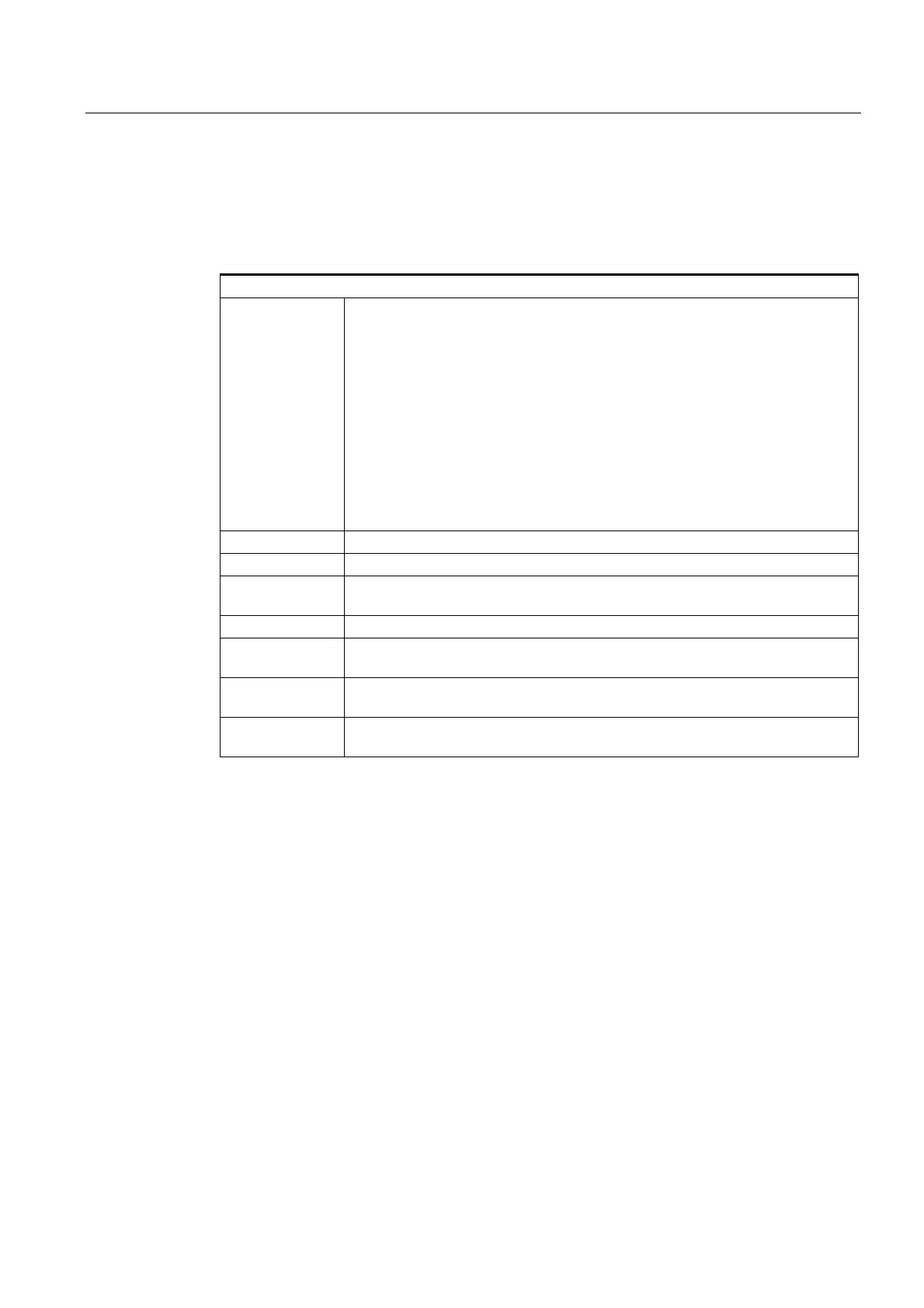
System variable $A_DNO[n]; (n=1 to 9)
Meaning The variable reads the value of the nth position from a table containing the D
numbers.
The variable is typically used for indirect D programming
(via parameters): D=$A_DNO[1]
The variable reads a field element (=the actual D number) in the D
number table of VDI. The PLC writes the matching D number for this T number to
the field after the NCK has output the auxiliary function T to the PLC.
Field elements have the value zero if no D number has been defined for them.
A maximum of 9 different D numbers can be stored from the PLC for 1 T in the
VDI interface.
D number values can range between 0 and 32000, i.e., the table may contain
gaps.
Data type INT
Value range 99 999 999
Indices n=1-9.
Index n indicates the position in the D number table that is to be read.
Access Read in part program
Preprocessor
stop
Yes
Synchronized
action
Read in synchronized actions
Validity Only relevant in conjunction with the "Flat D numbers" function or tool
management on PLC.
2.2.4 D number programming
MD18102
Machine data:
MD18102 $MN_MM_TYPE_OF_CUTTING_EDGE
can be used to set how the D number is programmed.
D0 still contains the previous meaning, "Deselection of active compensation in NCK".
Address extension of D
It is not possible to extend the address of D. Only one active compensation data block is
possible for the tool path at a given time.
 Loading...
Loading...















