Detailed Description
2.1 Velocities, traversing ranges, accuracies
Velocities, Setpoint/Actual-Value Systems, Closed-Loop Control (G2)
2-4 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
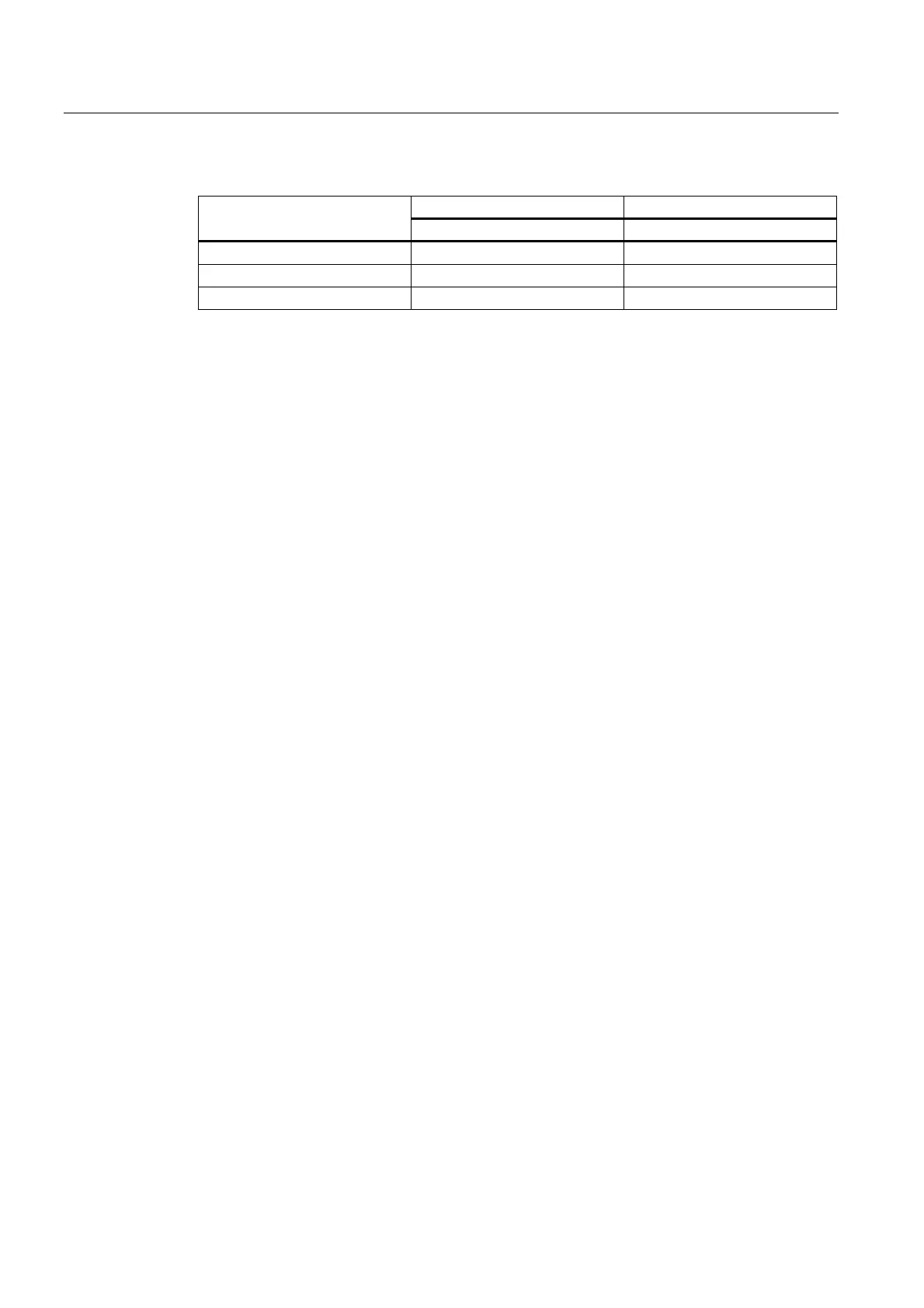
Table 2-1 Traversing ranges of axes
G71 [mm, degrees] G70 [inch, degrees]
Range Range
Linear axes X, Y, Z, etc. ∓ 999,999.999 ∓ 399,999.999
Rotary axes A, B, C, etc. ∓ 999,999.999 ∓ 999,999.999
Interpolation parameters I, J, K ∓ 999,999.999 ∓ 399,999.999
The unit of measurement of rotary axes is always degrees.
If the computational resolution is increased/decreased by a factor of 10, the ranges of values
change accordingly.
The traversing range can be limited by software limit switches and working areas.
References:
/FB1/Description of Functions, Basic Machine; Axis Monitoring, Protection Zones (A3)
The traversing range for rotary axes can be limited via machine data.
References:
/FB2/Description of Functions, Extended Functions; Rotary Axes (R2)
For special features of linear and rotary axes with a large traversing range, see:
References:
/FB1/Description of Functions, Basic Machine; Reference Point Approach (R1)
2.1.3 Positioning accuracy of the control system
Actual-value resolution and computational resolution
The positioning accuracy of the control depends on the actual-value resolution (= encoder
increments/(mm or degrees)) and the computational resolution (= internal increments/(mm or
degrees)).
The coarse resolution of these two values determines the positioning accuracy of the control.
The input resolution, interpolator and position-control cycle selections have no effect on this
accuracy.
 Loading...
Loading...















