Detailed Description
2.6 Incrementally programmed compensation values
Tool Compensation (W1)
2-110 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2.6.2 Machining in direction of tool orientation
Typical application
On machines with toolholders with orientation capability, traversing should take place in the
tool direction (typically, when drilling) without activating a frame (e.g., using TOFRAME or
TOROT), on which one of the axes points in the direction of the tool.
This is also true of machines on which a frame defining the oblique plane is active during
oblique machining operations, but the tool cannot be set exactly perpendicular because an
indexed toolholder (Hirth tooth system) is restricting the setting of the tool orientation.
In these cases it is then necessary - contrary to the motion actually requested perpendicular
to the plane - to drill in the tool direction, as the drill would otherwise not be guided in the
direction of its longitudinal axis, which, among other things, would lead to breaking of the
drill.
MOVT
The end point of such a motion is programmed with MOVT= .... The programmed value is
effective incrementally in the tool direction as standard. The positive direction is defined from
the tool tip to the toolholder. The content of MOVT is thus generally negative for the infeed
motion (when drilling), and positive for the retraction motion. This corresponds to the
situation with normal paraxial machining, e.g., with G91Z ....
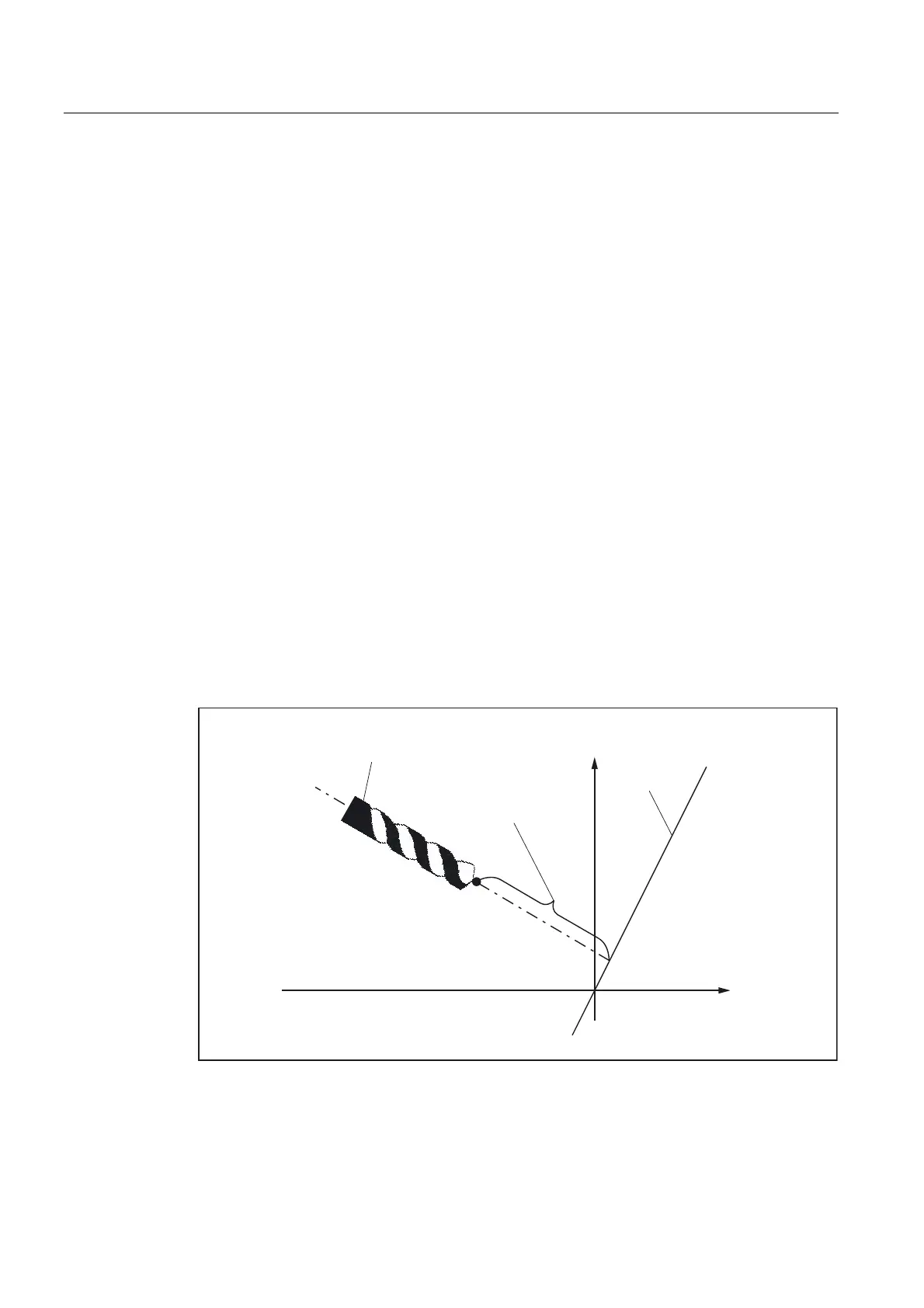
If the motion is programmed in the form MOVT=AC( ...), MOVT functions absolutely. In this
case a plane is defined, which runs through the current zero point, and whose surface
normal vector is parallel to the tool orientation. MOVT then gives the position relative to this
plane:
7RRO
$X[LOLDU\SODQH
0297 $&
;
=
Fig. 2-47 Definition of the position for absolute programming of a motion in tool direction
 Loading...
Loading...















