Detailed Description
2.3 Feedrate control
Feeds (V1)
2-40 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Interface signals
'%;
'%;
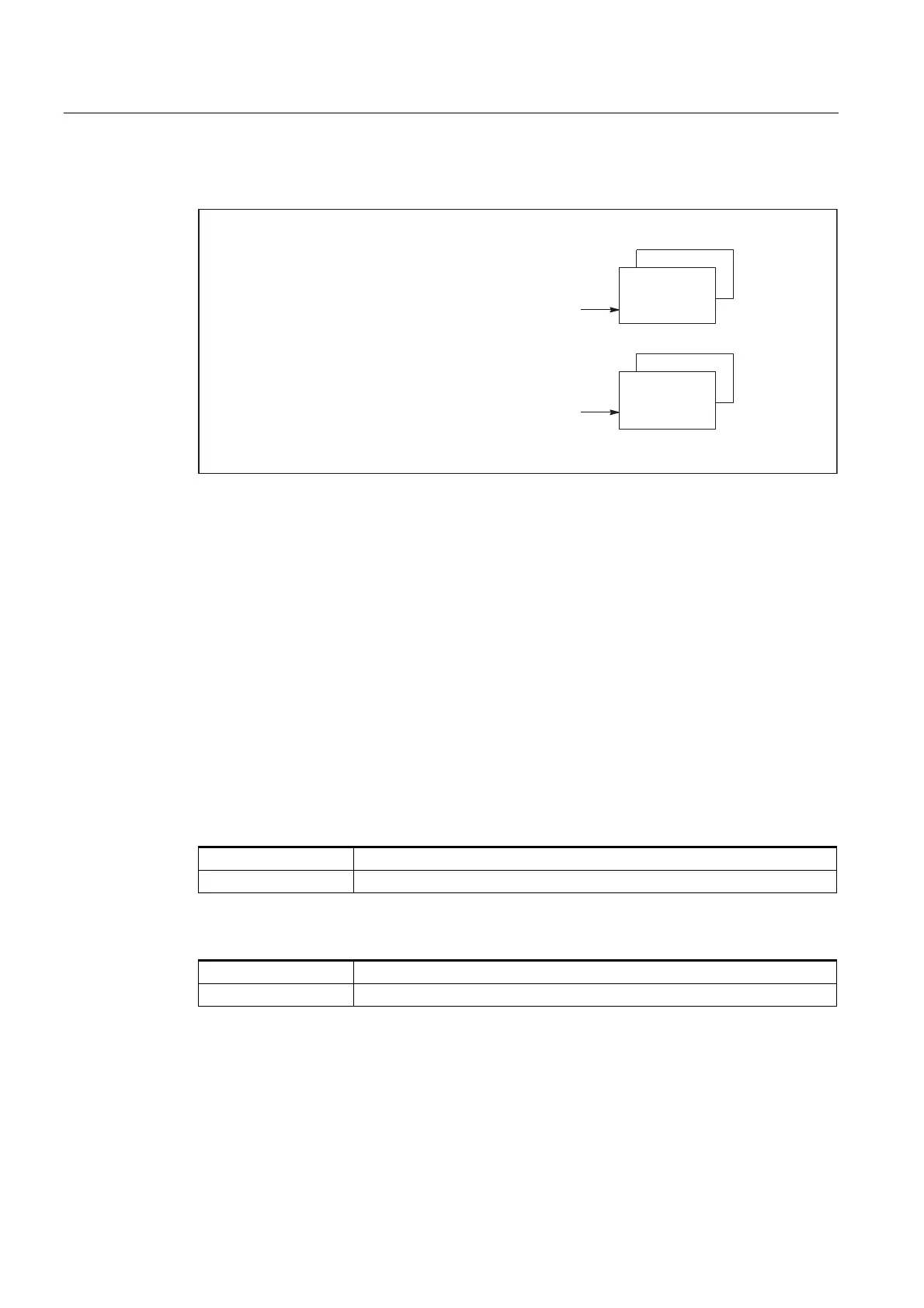
6LJQDOVWRFKDQQHO'%
$FWLYDWHIL[HGIHHGUDWHIRUSDWKJHRPHWU\D[HV
)L[HGIHHGUDWH
&KDQQHO
&KDQQHO
6LJQDOVWRD[LV'%
$FWLYDWHIL[HGIHHGUDWHIRUPDFKLQHD[HV
)L[HGIHHGUDWH
$[LV
$[LV
Fig. 2-7 Overview of interface signals for fixed feedrate
2.3.8 Feedrate for chamfer/rounding FRC, FRCM
General
The machining conditions can change significantly during surface transitions to
chamfer/rounding. The chamfer/rounding contour elements therefore need their own
optimized feedrate values in order to achieve the required surface finish.
Function
You can program the feedrate for the chamfer/rounding with FRC (non-modal) or FRCM
(modal).
The feedrate value is interpreted according to the type of feedrate active:
G94, G961, G971: Feedrate in mm/min, inch/min or
o
/min
G95, G96, G97: Revolutional feedrate in mm/rev or inch/rev
The FRC/FRCM value is applied depending upon machine data:
MD20201 CHFRND_MODE_MASK:
Bit 0 = 0: FRC/FRCM from following block (default setting)
Bit 1 = 0: FRC/FRCM from preceding block (recommended setting)
Reason: The feedrate type (G94,G95,G96,G961 etc.) and thus the conversion to the
internal format must be consistent within the block for F and FRC/FRCM.
 Loading...
Loading...















