Detailed Description
2.3 Setpoint/actual-value system
Velocities, Setpoint/Actual-Value Systems, Closed-Loop Control (G2)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-23
2.3 2.3 Setpoint/actual-value system
2.3.1 General
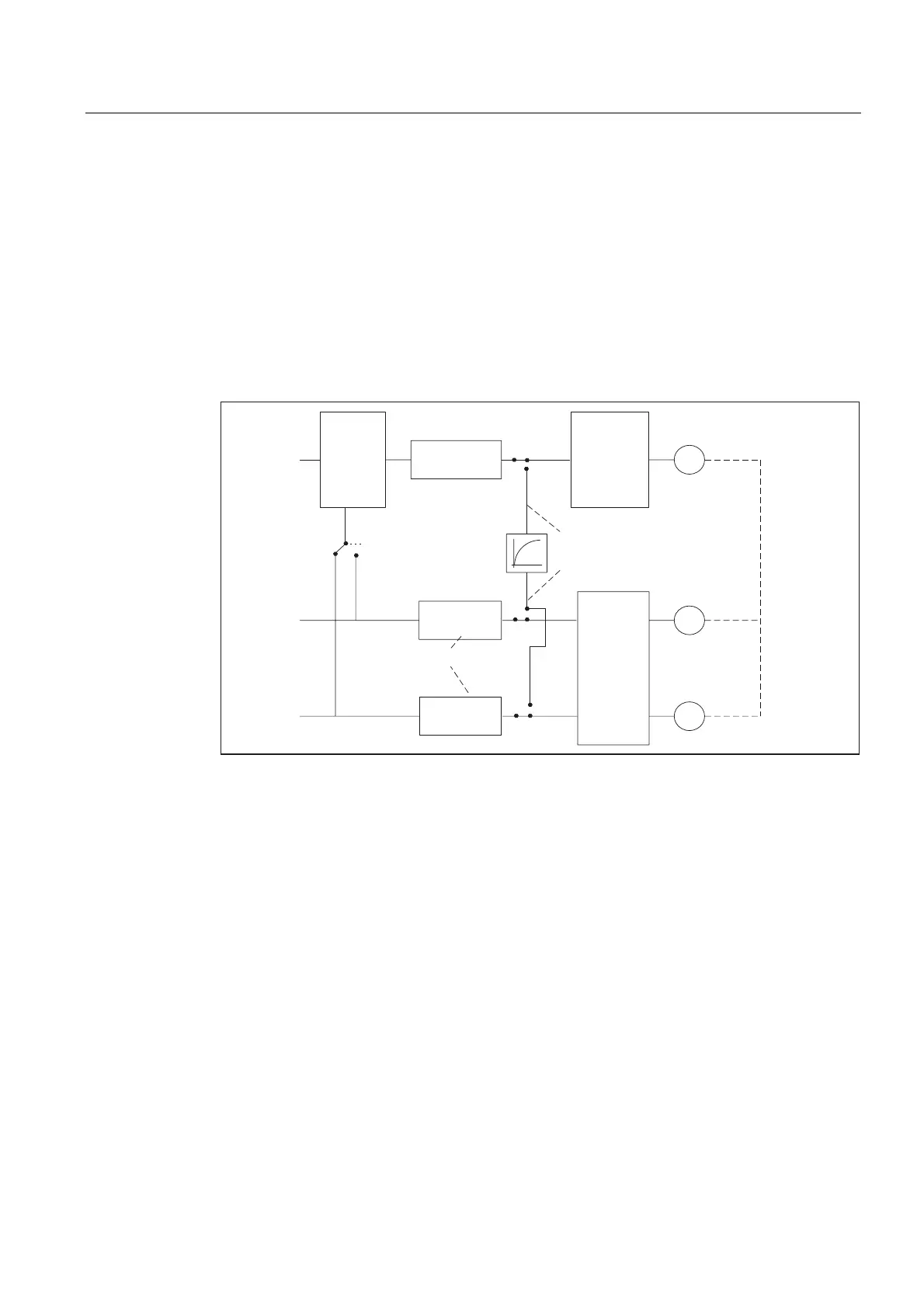
Control loop
A control loop with the following structure can be configured for every closed-loop controlled
axis/spindle:
&75/287B7<3( 6,08/$7,21
(1&B7<3( 6,08/$7,21
180B(1&6
0
*
*
&ORVHG
ORRS
FRQWURO
6SHHGVHWSRLQW
RXWSXW
6SHHG
VHWSRLQW
URXWLQJ
$FWXDOYDOXH
SURFHVVLQJ
$FWXDO
YDOXH
URXWLQJ
,)&SRVLWLRQ
PHDVXULQJ
V\VWHP
$FWXDOYDOXH
SURFHVVLQJ
0RWRU
(QFRGHU
(QFRGHU
Fig. 2-1 Block diagram of a control loop
Setpoint output
A setpoint can be output for each axis/spindle. Setpoints are output digitally to the actuator
on SINUMERIK 840D/810D.
Actual-value acquisition
A maximum of two measuring systems can be connected for each axis/spindle, e.g. a direct
measuring system for machining processes with high accuracy requirements and an indirect
measuring system for highspeed positioning tasks.
Enter the number of encoders used in machine data:
MD30200 $MA_NUM_ENCS (number of encoders).
In the case of two actual-value branches, the actual value is acquired for both branches.
The active measuring system is always used for position control, absolute value calculation
and display. If both measuring systems are activated at the same time by the PLC interface,
positioning measuring system 1 is chosen internally by the control.
 Loading...
Loading...















