Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
103
Note
The standard cycle CYCLE840 provides a complete tapping cycle with compensating chuck (but with G33 and the relevant
prerequisites).
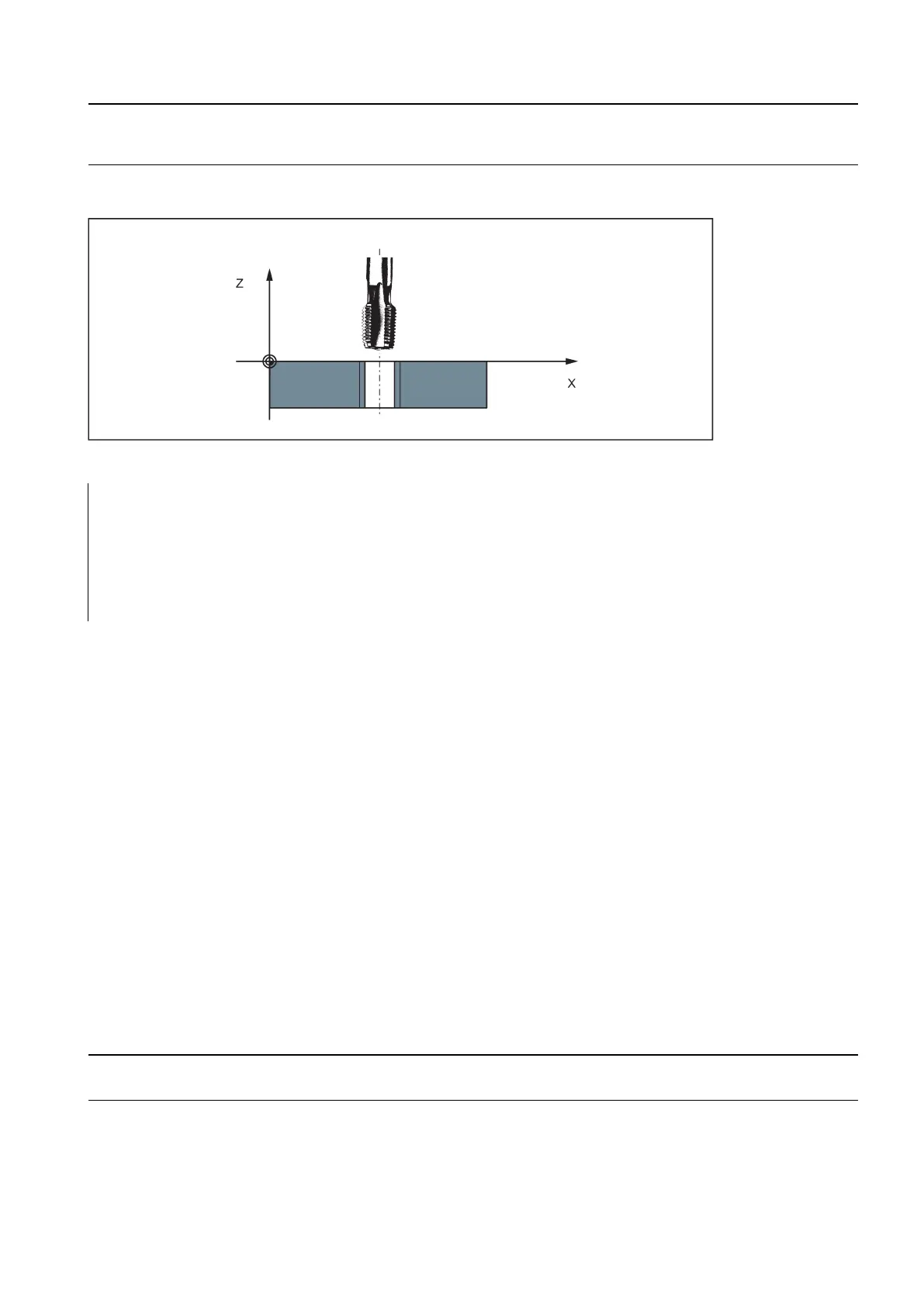
See the following illustration for tapping using G63:
; lead as per table: 0.8 mm/rev., hole already
premachined
N10 G54 G0 G90 X10 Y10 Z5 S600 M3
; Approach starting point, clockwise s pindle rota-
tion
; Tapping, end point -25 mm
; Retraction, counter-clockwise spindle rotation
Thread interpolation: G331, G332
Fu n ctionality
This requires a position-controlled spindle with a position measuring system.
By using G331/G332, the threads can be tapped
compensating chuck if the dynamic properties of the spindle and
axis allow it.
If, however, a compensating chuck is used, the path differences to be compensated by the compensating chuck are
reduced. This allows tapping at higher spindle speeds.
Drilling is done using G331, retraction is done using G332.
The drilling depth is specified by specifying one of the axes X, Y or Z; the thread pitch is specified via the relevant I, J or K.
For G332, the same lead is programmed as for G331. Reversal of the spindle direction of rotation occurs automatically.
The spindle speed is programmed with S and without M3/M4.
Before tapping the thread using G331/G332, the spindle must be switched to the position-controlled mode with SPOS=....
Right-hand or left-hand thread
The
thread lead determines the direction of spindle rotation:
Positive: right-hand (as with M3)
Negative: left-hand (as with M4)
A complete thread tapping cycle with thread interpolation is provided with the standard cycle CYCLE84.
 Loading...
Loading...



















