Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
47
Executing specified blocks
If you would only like to perform a certain section of a program on the machine, then you do not need to start the program
from the beginning. You can start the program from a specified program block in the following cases:
● After you stop or interrupt the program execution
● When you need to specify a target position, e.g. during remachining
Proceed as follows to start machining from the last interruption point in the program:
1.
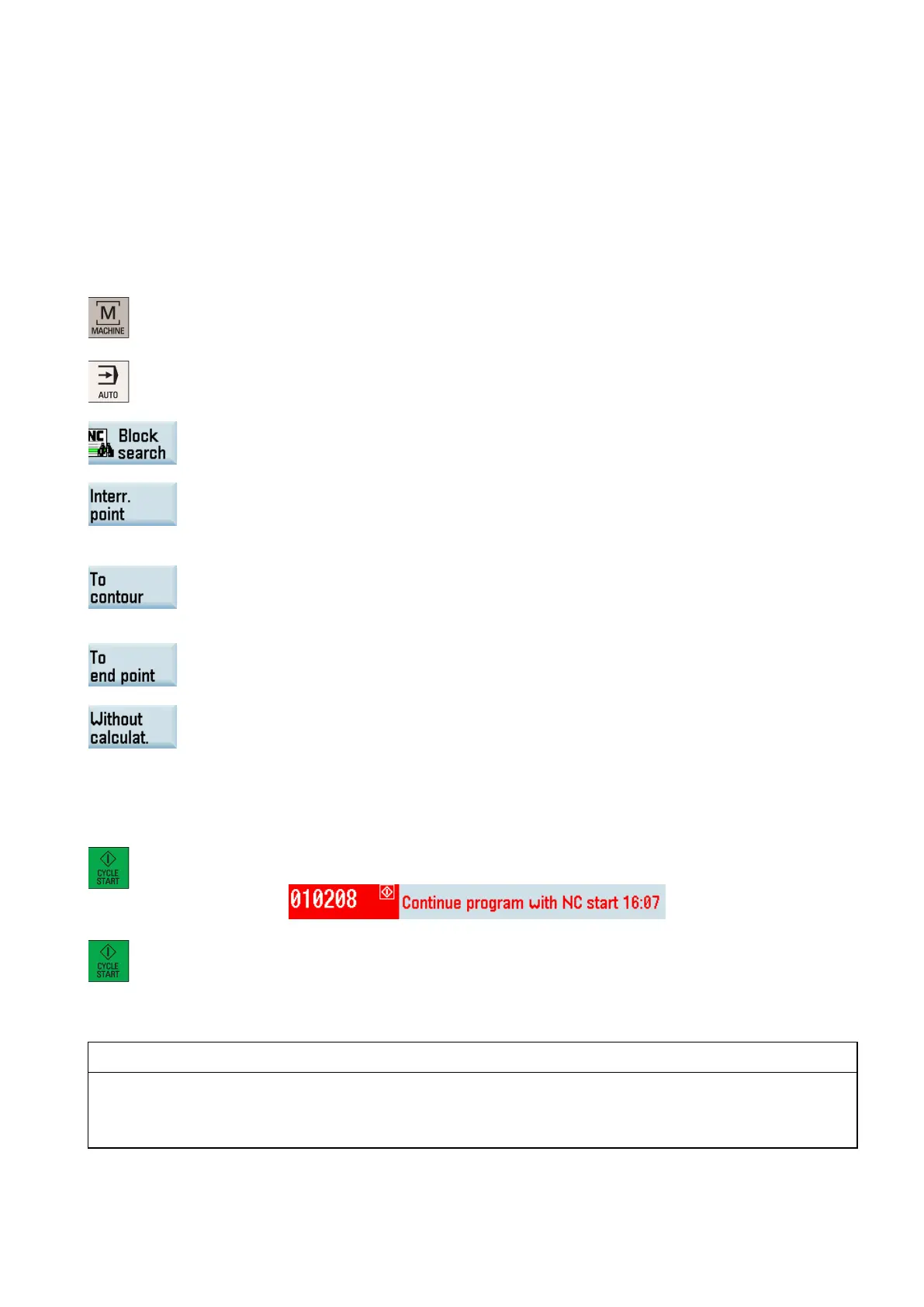
Select the machining operating area.
2.
Press this softkey to open the block search window.
4.
Press this softkey to load the interruption point, and the cursor moves to the b
eginning of
the target block which is interrupted last time.
Press one of the following softkeys to set the condition for the block search:
The program will continue from the line before the target block. The same calculations of
the basic conditions (e.g. tool and cutting edge numbers, M functions, feedrate and
spindle speed) in the previous blocks are carried out as during normal program
operation, but the axes do not move.
The program will continue from the target block containing the interruption point. The
same calculations of the basic conditions in the previous blocks are carried out as during
normal program operation, but the axes do not move.
Block search without calculation of the basic conditions. All settings required for
execution have to be programmed from the target block (e.g. feedrate, spindle speed,
etc.).
For the block search to contour/end point, make sure you set MD11450 bit 2 to 1 to su
p-
press the output of the auxiliary functions. Note that MD11450 is visible only with t
he manu-
Make sure the feedrate override is 0%.
7.
Press this key on the MCP, and then an alarm 010208 appears for your confirmation
whether to continue.
8.
Press this key again to execute the program.
Turn the feedrate override switch on the MCP slowly to the desired value.
Damage to workpiece or machine tools
For the machining in ISO mode, you must program the desired f
eedrate from the target block after a block search without
calculation. Otherwise, the axis will traverse at the maximum speed with G0 after you execute the program, which may
cause damage to the workpiece or the machine tools.