Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
37
When you perform editing operations such as renumbering, searching, and saving of an external program file larger than
4 MB, a message appears reminding you that it will take a long time to complete the operations.
To ensure that the program editor works properly, you are recommended to edit an external program file smaller than
200 MB.
Understanding frequently used programming instructions
7.2.3.1
Inc h or metric dimensions (G70/G71)
With G71 at the program start, both the geometrical data
and the feedrates are evaluated as metric units.
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
With G70 at the program start, the geometrical data is eval-
uated as inches, but the feedrates are not affected and
remain as metric units.
N10 G17 G90 G54
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
N70 G00
For more information, see Section "Dimensions in metric units and inches: G71, G70, G710, G700 (Page 82)".
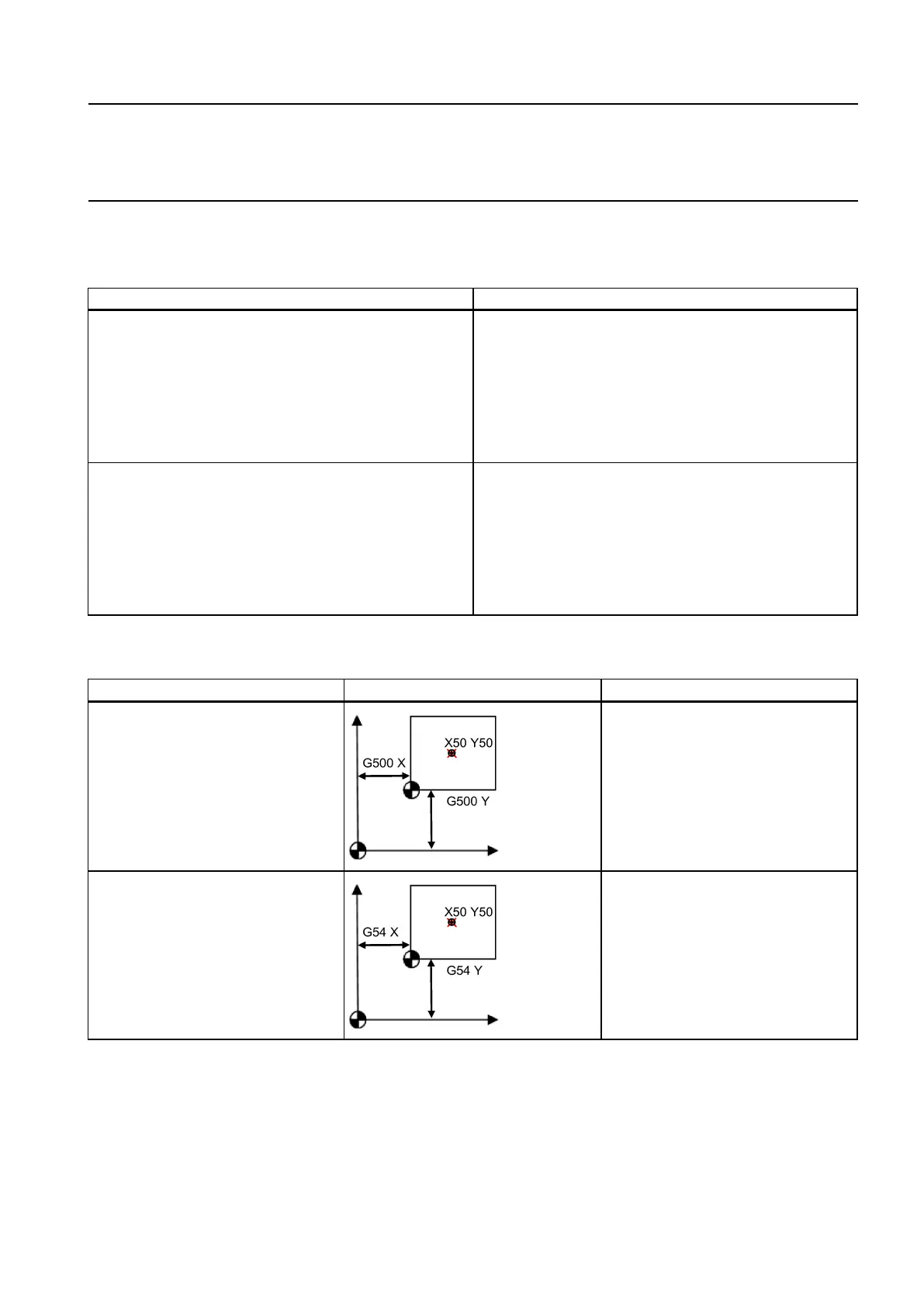
Definition of work offset (G54 to G59, G500, G90/G91)
All absolute path data corresponds to
the current position. The position val-
ues are written in the G500 (basic) zero
offset.
N10 G17 G90
G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
N70 G00
With G500 = 0, the offset for the work-
piece can be stored in the workpiece
offsets G54 to G59.
N10 G17 G90
G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00
N50 G01
N60
N70 G00

 Loading...
Loading...


















