Programming and Operating Manual (Milling)
124 6FC5398-4DP10-0BA6, 09/2017
If very sharp outside corners occur in the contour with active G451 intersection, the control system automatically switches to
transition circle. This prevents long idle motions.
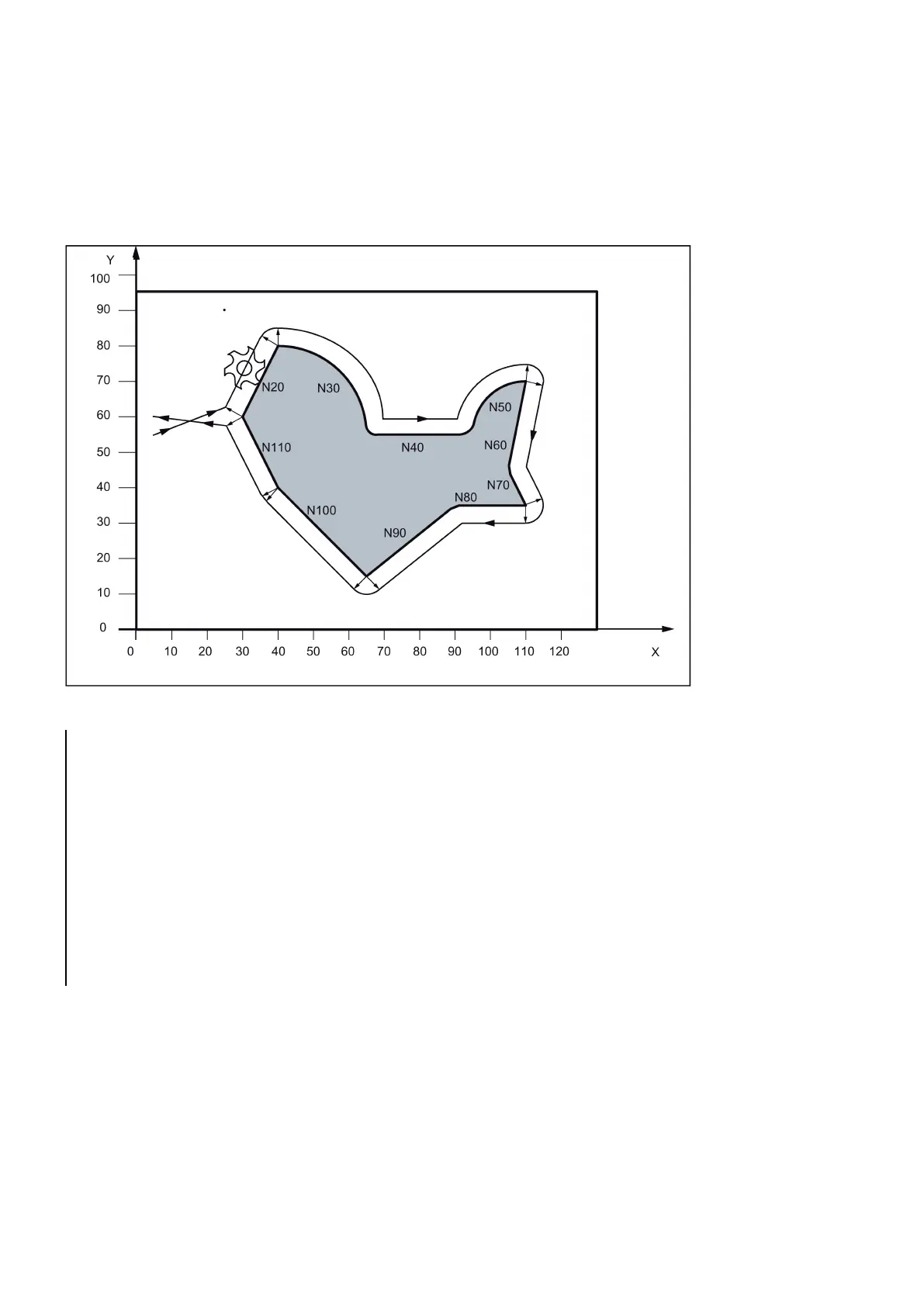
Example of tool radius compensation
See the following illustration for example of tool radius compensation:
; Approach starting point
N10 G41 G45 0 X30 Y60 F400
; Compensation to the left of the cont our, transition circle
; Terminate compensation mode

 Loading...
Loading...


















