Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
93
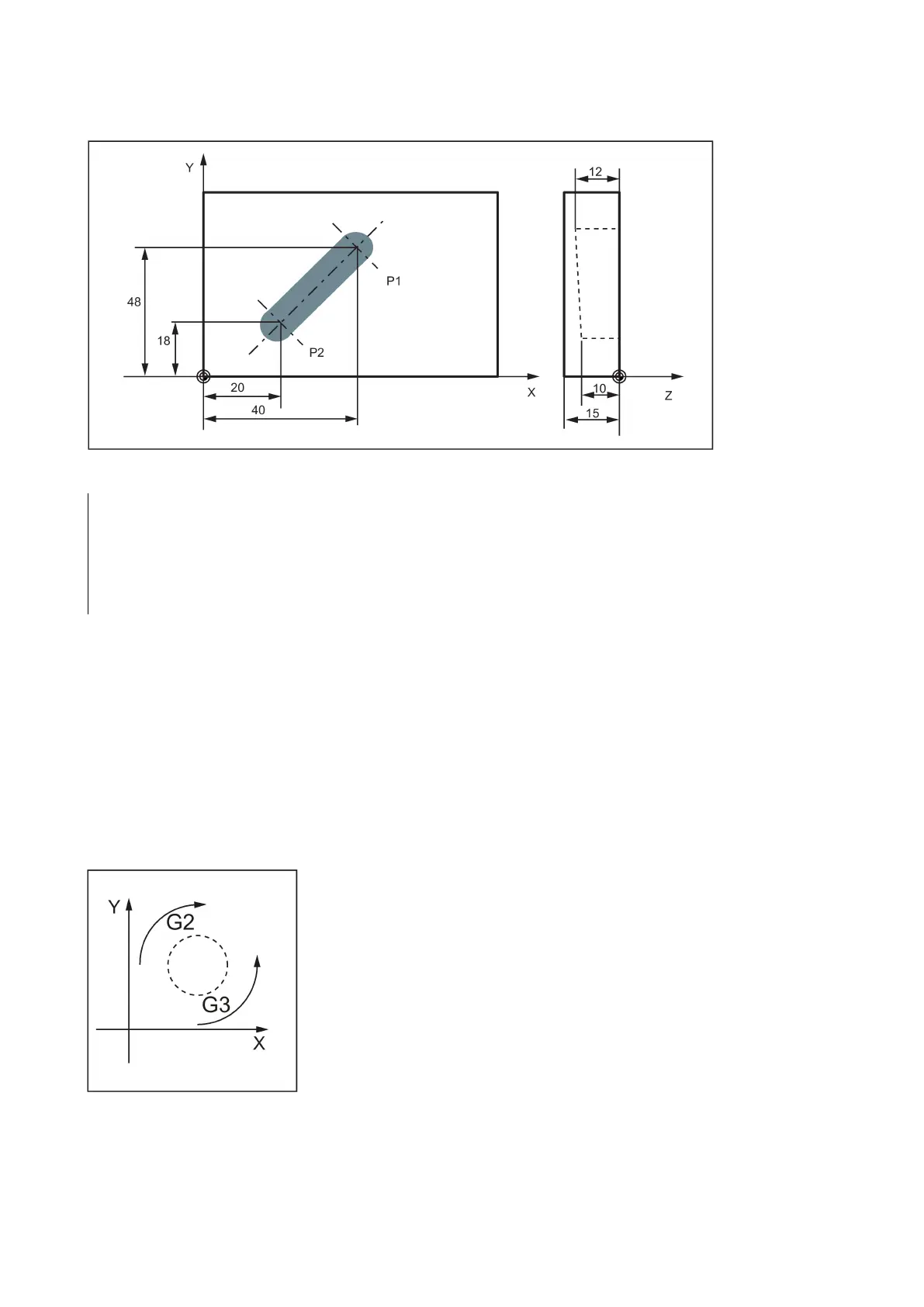
See the illustration for linear interpolation in three axes using the example of a slot:
N05 G0 G90 X40 Y48 Z2 S500 M3
; The tool traverses in rapid traverse on P1,
three axes concurrently, spindle speed = 500 rpm,
; Infeed on Z-12, feed 10 0 mm/min
; Tool travels on a straight line in s pace on P2
; Retraction in rapid traverse
To machine a workpiece, spindle speed S ... and direction M3/M4 are required (see Section "Spindle movements
(Page 109)").
Circular interpolation
11.4.1
Circular interpolation: G2, G3
Fu n ctionality
The tool moves from the starting point to the end point along a circular path. The direction is determined by the G function:
G2: clockwise
G3: counter-clockwise

 Loading...
Loading...


















