Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
81
Absolute/incremental dimensioning: G90, G91, AC, IC
Fu n ctionality
With the instructions G90/G91, the written positional data X, Y, Z... are evaluated as a coordinate point (G90) or as an axis
position to traverse to (G91). G90/G91 applies to all axes.
Irrespective of G90/G91, certain positional data can be specified for certain blocks in absolute/incremental dimensions using
AC/IC.
These instructions do
by which the end points are reached; this is provided by a G group (G0, G1,
G2 and G3.... For more information, see Sections "Linear interpolation (Page 91)" and "Circular interpolation (Page 93)".).
G90
; Absolute dimension data
G91
; Incremental dimension data
; Absolute dimensioning for a certain axis (here: X axis), non-modal
X=IC(...)
; Incremental dimensioning for a certain axis (here: X axis), non
-modal
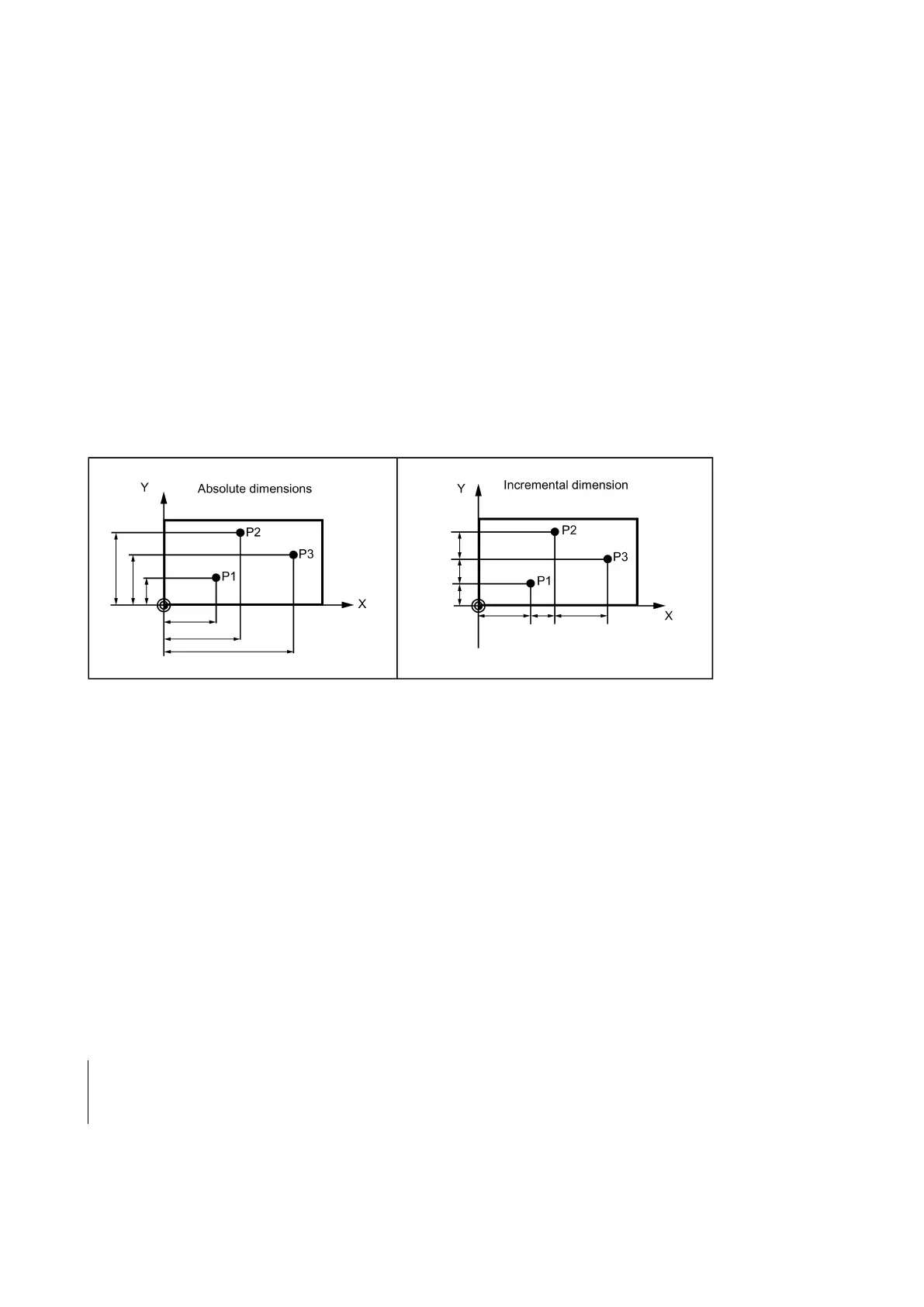
See the following illustration for different dimensioning types in the drawing:
Absolute dimensioning G90
With absolute dimensioning, the dimensioning data refers to the
zero of the coordinate system currently active
(workpiece or
current workpiece coordinate system or machine coordinate system). This is dependent on which offsets are currently
active: programmable, settable, or no offsets.
Upon program start, G90 is active for
and remains active until it is deselected in a subsequent block by G91
(incremental dimensioning data) (modally active).
Incremental dimensioning G91
With incremental dimensioning, the numerical value of the path information corresponds to the
axis path to be traversed
.
The leading sign indicates the
.
G91 applies to all axes and can be deselected in a subsequent block via G90 (absolute dimensioning).
Sp ecification with =AC(...), =IC(...)
After the end point coordinate, write an equality sign. The value must be specified in round brackets.
Absolute dimensions are also possible for circle center points using =AC(...). Otherwise, the reference point for the circle
center is the circle starting point.
; X-di mensions remain absolute, incremental Z dimension
; Switch-over to i ncremental dimensioning
; X-re mains incremental dimensioning, Z-absolute

 Loading...
Loading...


















