Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
87
Programmable mirroring: MIRROR, AMIRROR
Fu n ctionality
MIRROR and AMIRROR can be used to mirror workpiece shapes on coordinate axes. All traversing motions of axes for
which mirroring is programmed are reversed in their direction.
MIRROR X0 Y0 Z0
; Programmable mirroring, clears old instructions for offset, rotati
on, scaling factor,
AMIRROR X0 Y0 Z0
; Programmable mirroring, additive to existing instructions
; Without values: clears old instructions for offset, rotation, scaling factor, mirroring
The instructions that contain MIRROR or AMIRROR each require a separate block. The axis value has no influence. A
value, however, must be specified.
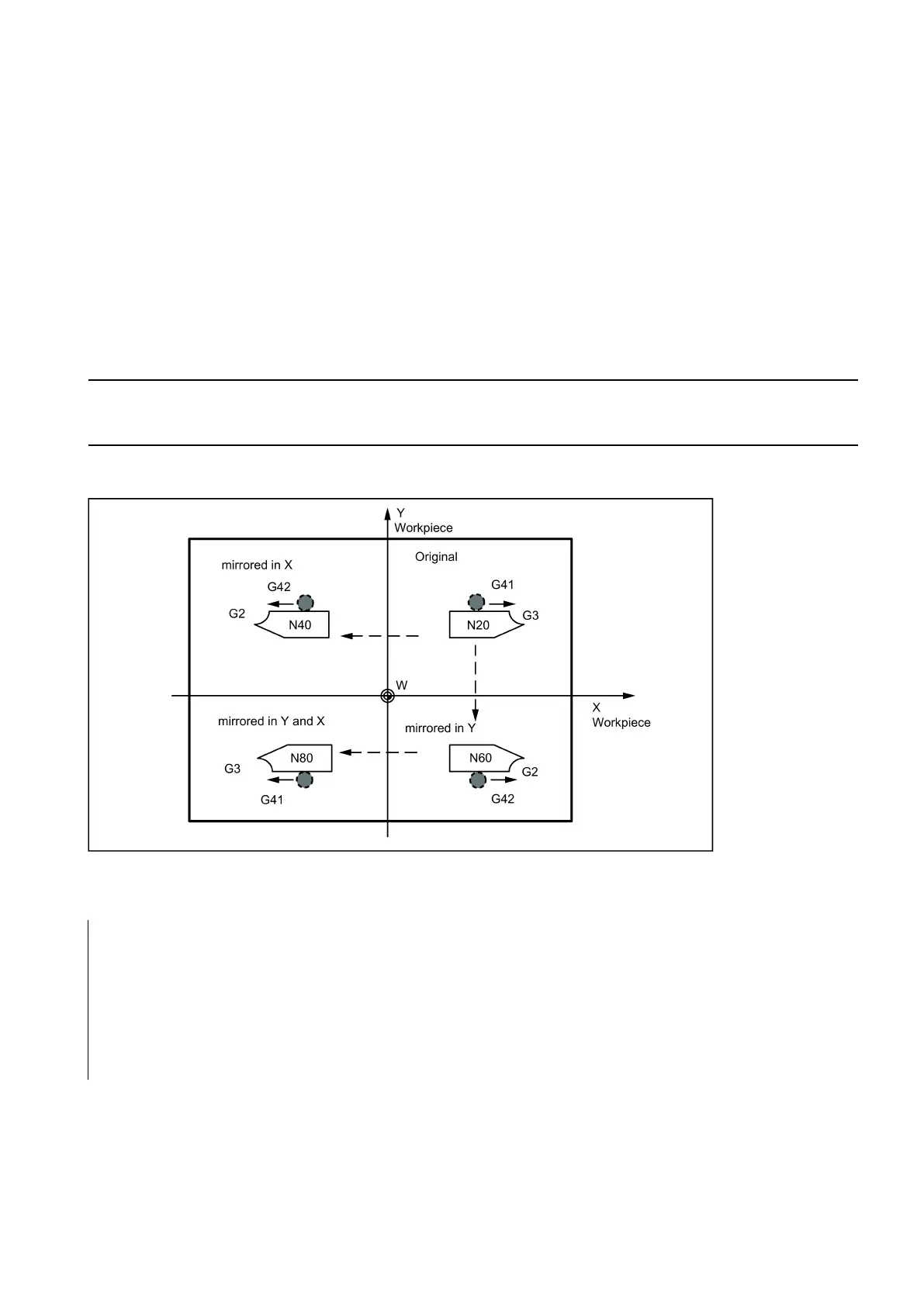
Any active tool radius compensation (G41/G42) is reversed automatically when mirroring.
The direction of rotation of the circle G2/G3 is also reversed automatically when mirroring.
See the following illustration for example for mirroring with the tool position shown:
Mirroring in different coordinate axes with influence on an active tool radius compensation and G2/G3:
; X/Y plane , Z standing verticall y on it
; Programmed contour with G41
; Mirroring once more, but now in X
Subroutine call - see Section "Subroutine technique (Page 132)".

 Loading...
Loading...


















