Programming and Operating Manual (Milling)
104 6FC5398-4DP10-0BA6, 09/2017
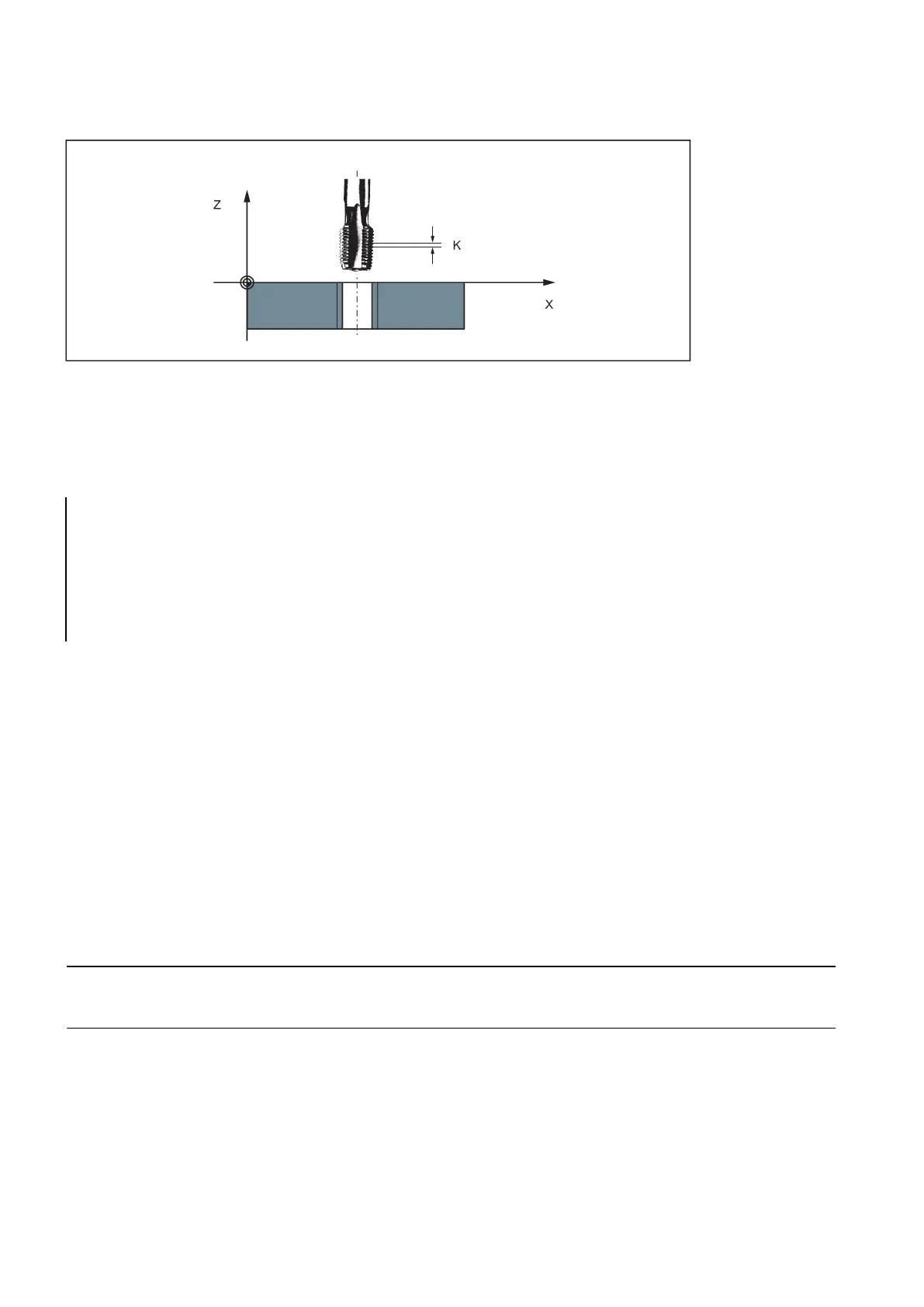
See the following illustration for tapping using G331/G332:
When programming with G331/G332, you can determine the axis velocity based on the spindle speed and the thread lead.
However, the maximum axis velocity (rapid traverse) defined in the machine data cannot be exceeded; otherwise, alarms
will appear.
lead: 0.8 mm/rev., hole already premac hined:
; Approach starting point
; Spindle in position control
; Tapping, K positive = clockwise
of the spindle, end point Z =-25 mm
Fixed point approach
11.6.1
Fixed point approach: G75
Fu n ctionality
By using G75, a fixed point on the machine, e.g. tool change point, can be approached. The position is stored permanently
in the machine data for all axes. A maximum of four fixed points can be defined for each axis.
No offset is effective. The speed of each axis is its rapid traverse.
G75 requires a separate block and is non-modal. The machine axis identifier must be programmed!
In the block after G75, the previous G command of the "Interpolation type" group (G0, G1,G2, ...) is active again.
Note
FPn references with axis machine date MD30600 $MA_FIX_POINT_POS[n
-
1]. If no FP has been programmed, then the first
fixed point will be selected.
 Loading...
Loading...



















