Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
99
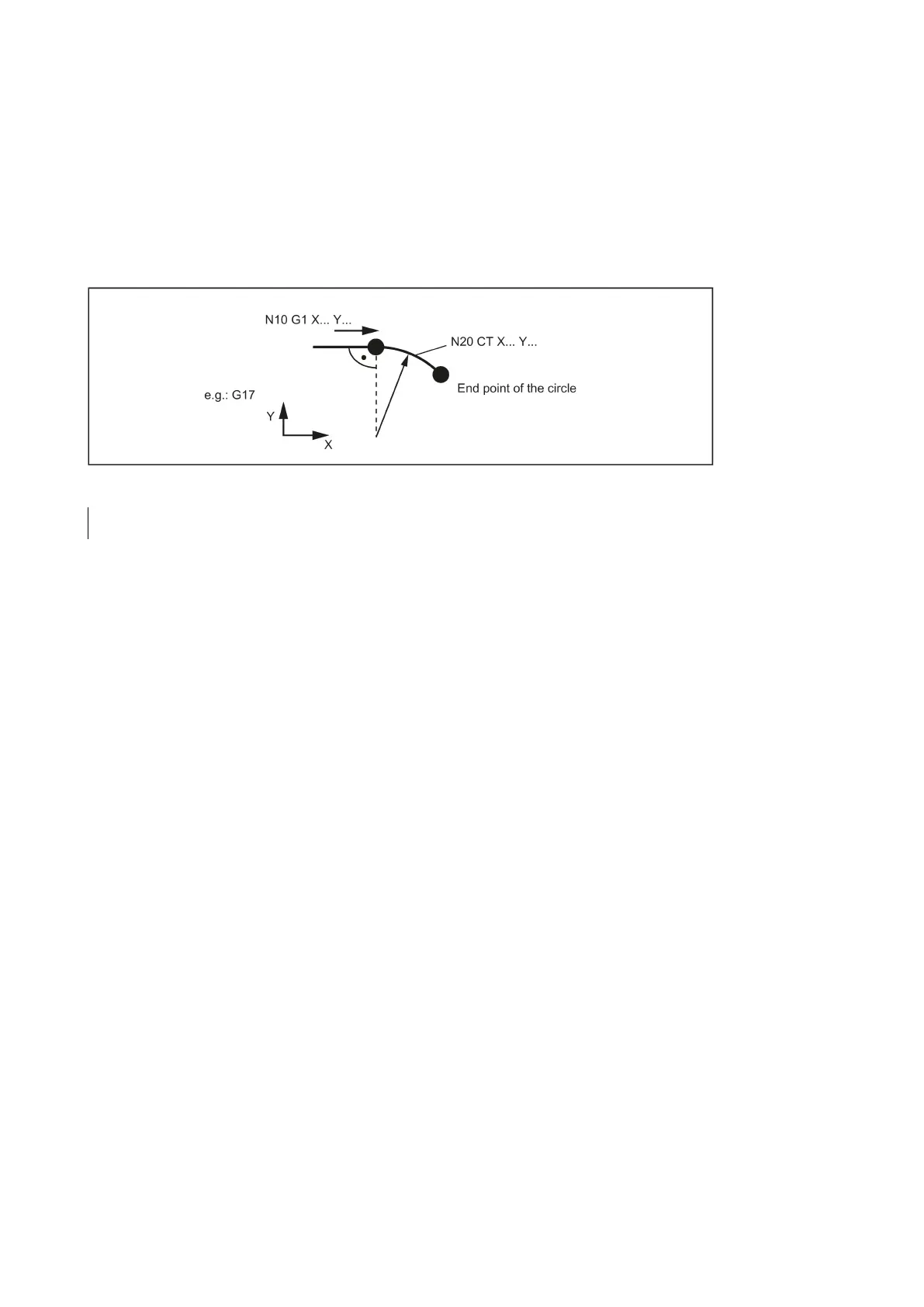
Circle with tangential transition: CT
Fu n ctionality
With CT and the programmed end point in the current plane G17 through G19, a circle is generated which is connected
tangentially to the previous path segment (circle or straight line) in this plane.
This defines the radius and center point of the circle from the geometric relationships of the previous path section and the
programmed circle end point.
See the following illustration for circle with tangential transition to the previous path section:
; Circle with tangential con ne ction
Helix interpolation: G2/G3, TURN
Fu n ctionality
With helix interpolation, two movements are overlaid:
● Circular movement in the G17, G18 or G19 plane
● Linear movement of the axis standing vertically on this plane.
The number of additional full-circle passes is programmed with TURN=. These are added to the actual circle
programming.
The helix interpolation can preferably be used for the milling of threads or of lubricating grooves in cylinders.
G2/G3 X... Y... I... J... TURN=...
Center and end points
G2/G3 CR=... X... Y... TURN=...
; Circle radius and end point
G2/G3 AR=... I... J... TURN=...
; Opening angle and center point
G2/G3 AR=... X... Y... TURN=...
; Opening angle and end point
G2/G3 AP=... RP=... TURN=...
; Polar coordinates, circle around the pole

 Loading...
Loading...


















