Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
41
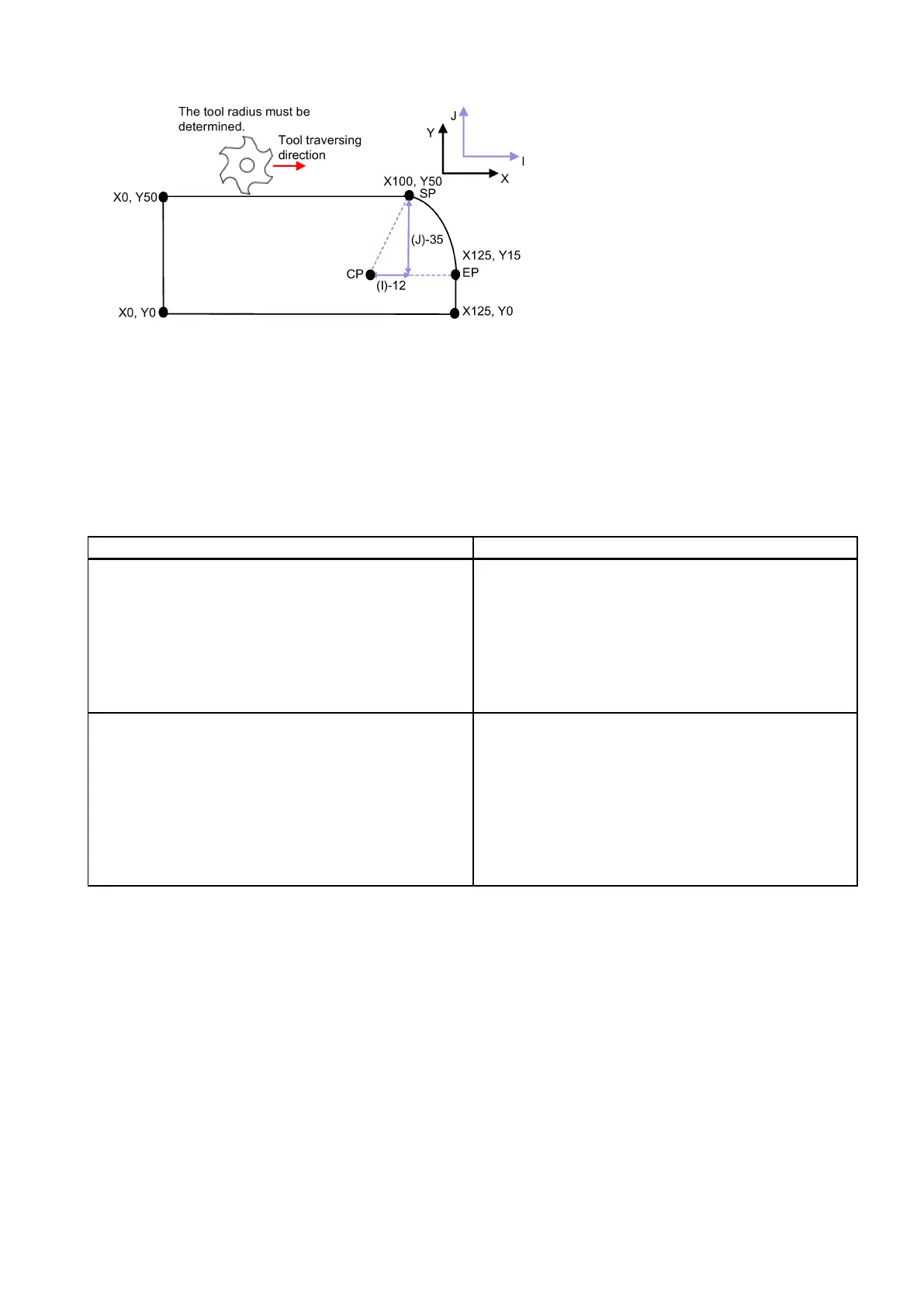
SP Start point of circle
Incremental distance from SP to CP in X axis
Incremental distance from SP to CP in Y axis
Traversing direction of the circle (clockwise)
Traversing direction of the circle (counter-clockwise)
For more information, see Section "Circular interpolation: G2, G3 (Page 93)".
Fix ed point approach (G74/G75)
By using G74, reference point can be approached automati-
cally.
N10 G17 G90 G500 G71
N20 T1 D1 M6
N30 S5000 M3 G94 F300
N40 G00 X50 Y50 Z5
N50 G01 Z-5
N60 Z5
N70
;reference point
By using G75, a fixed point on the machine defined by the
manufacturer can be approached automatically.
N10 G17 G90 G500 G71
N20 T1 D1 m6
N30 S5000 M3 G94 F300
N40 G00 X50 Y50 Z5
N50 G01 Z-5
N60 Z5
N70
;reference point
For more information, see Section "Fixed point approach (Page 104)".

 Loading...
Loading...


















