Programming and Operating Manual (Milling)
174 6FC5398-4DP10-0BA6, 09/2017
N10 G90 G0 T11 D1 S500 M3
; Specification of technology values
; Approach drilling position
; Setting the path feedrate
N40 CYCLE840(20,0,3,-15,,1,4,3,1,6,,3)
Cycle call, dwell time 1 s, direction of
rotation for retraction M4, direction of
rotation after cyc le M3, no safety clear-
ance, parameters MPIT and PIT have bee n
Programming example: Tapping with encoder
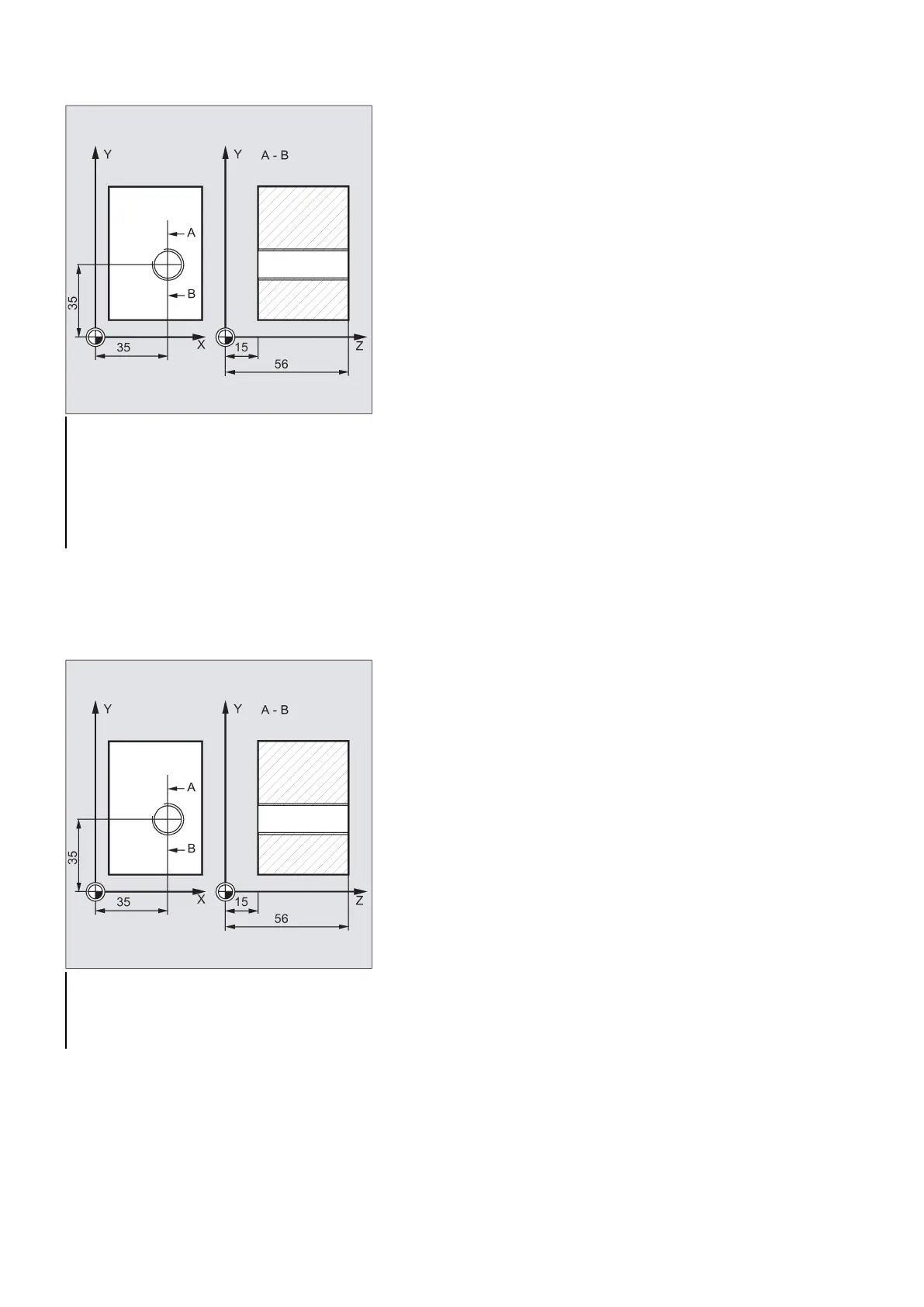
In this program, a thread is tapped with encoder at position X35 Y35 in the XY plane. The drilling axis is the Z axis. The lead
parameter must be defined, automatic reversal of the direction of rotation is programmed. A compensating chuck is used in
machining.
N10 G90 G0 T1 1 D1 S500 M4
; Specification of technology values
; Approach drilling position
N30 CYCLE840(20,0,3,-15,,1,3,4,1,6,,3)
; Cycle call, without safety clearance ,
with absolute depth specification

 Loading...
Loading...


















