Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
231
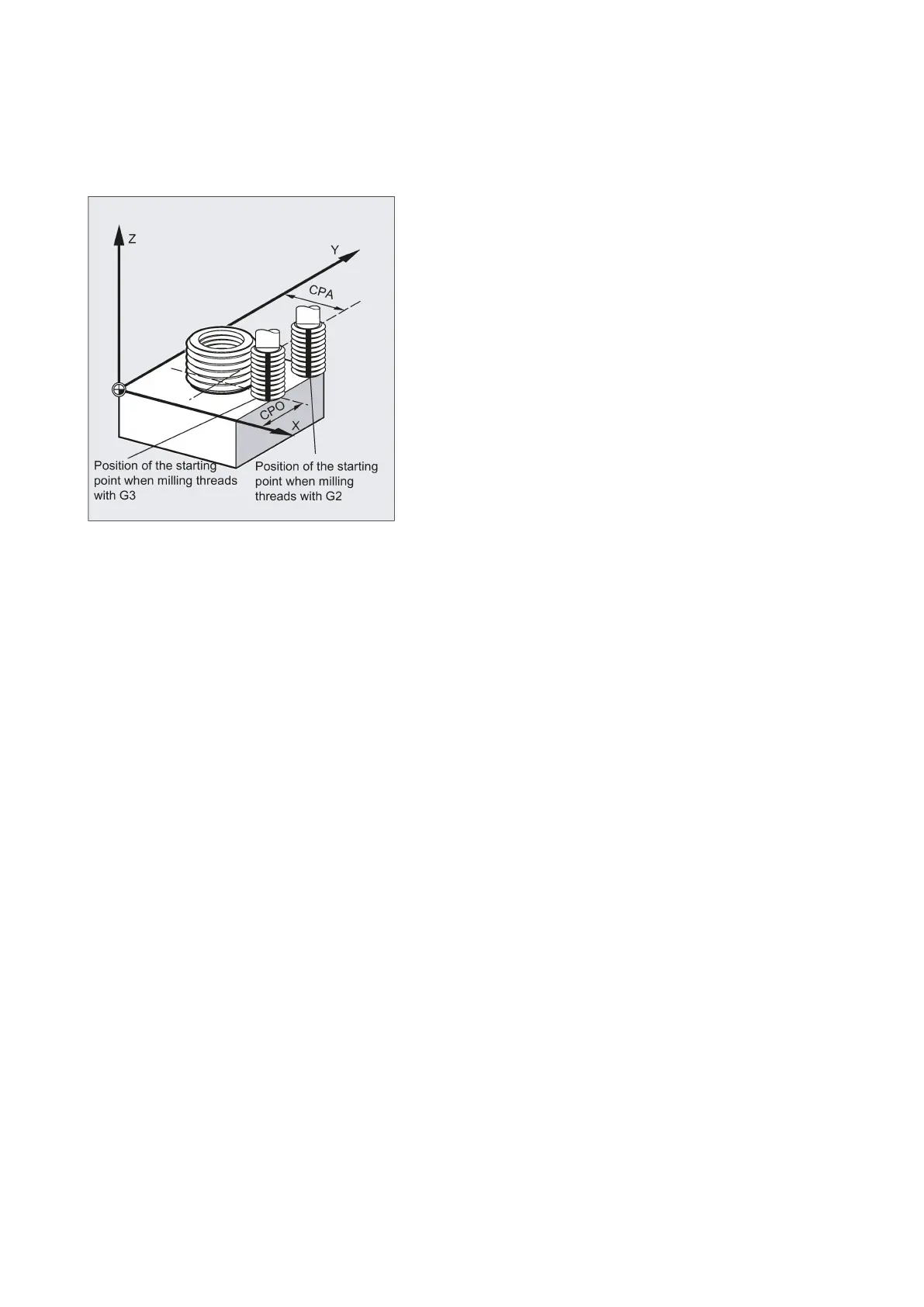
This start position for thread milling with G2 lies between the positive abscissa and the positive ordinate in the current level
(i.e. in the first quadrant of the coordinate system). For thread milling with G3, the start position lies between the positive
abscissa and the negative ordinate (namely in the fourth quadrant of the coordinate system).
The distance from the thread diameter depends on the size of the thread and the tool radius used.
The cycle creates the following sequence of motions:
● Positioning on the starting point using G0 at the height of the retraction plane in the applicate of the current plane
● Infeed to the reference plane brought forward by the safety clearance for swarf removal, using G0
● Approach motion to the thread diameter along a circle path opposite to the direction G2/G3 programmed under CDIR
● Thread milling along a helix path using G2/G3 and the feedrate value FFR
● Retraction motion along a circle path in the opposite direction of rotation G2/G3 at the reduced feedrate FFR
● Retraction to the retraction plane along the applicate using G0
Sequence for internal thread
Position reached prior to cycle start:
The starting position is any position from which the center point of the thread at the height of the retraction plane can be
reached without collision.
The cycle creates the following sequence of motions:
● Positioning on the center point using G0 at the height of the retraction plane in the applicate of the current plane
● Infeed to the reference plane brought forward by the safety clearance for swarf removal, using G0
● Approach to an approach circle calculated internally in the cycle using G1 and the reduced feedrate FFR
● Approach motion to the thread diameter along a circle path according to the direction G2/G3 programmed under CDIR
● Thread milling along a helix path using G2/G3 and the feedrate value FFR
● Retraction motion along a circle path in the same direction of rotation at the reduced feedrate FFR
● Retraction to the center point of the thread using G0
● Retraction to the retraction plane along the applicate using G0
Thread from bottom to top
For technological reasons, it can also be reasonable to machine a thread from bottom to top. In this case, the retraction
plane RTP will be behind the thread depth DP.
This machining is possible, but the depth specifications must be programmed as absolute values and the retraction plane
must be approached before calling the cycle or a position after the retraction plane must be approached.

 Loading...
Loading...


















