5-48
Power Unit
4st 9.9/15/20 2008
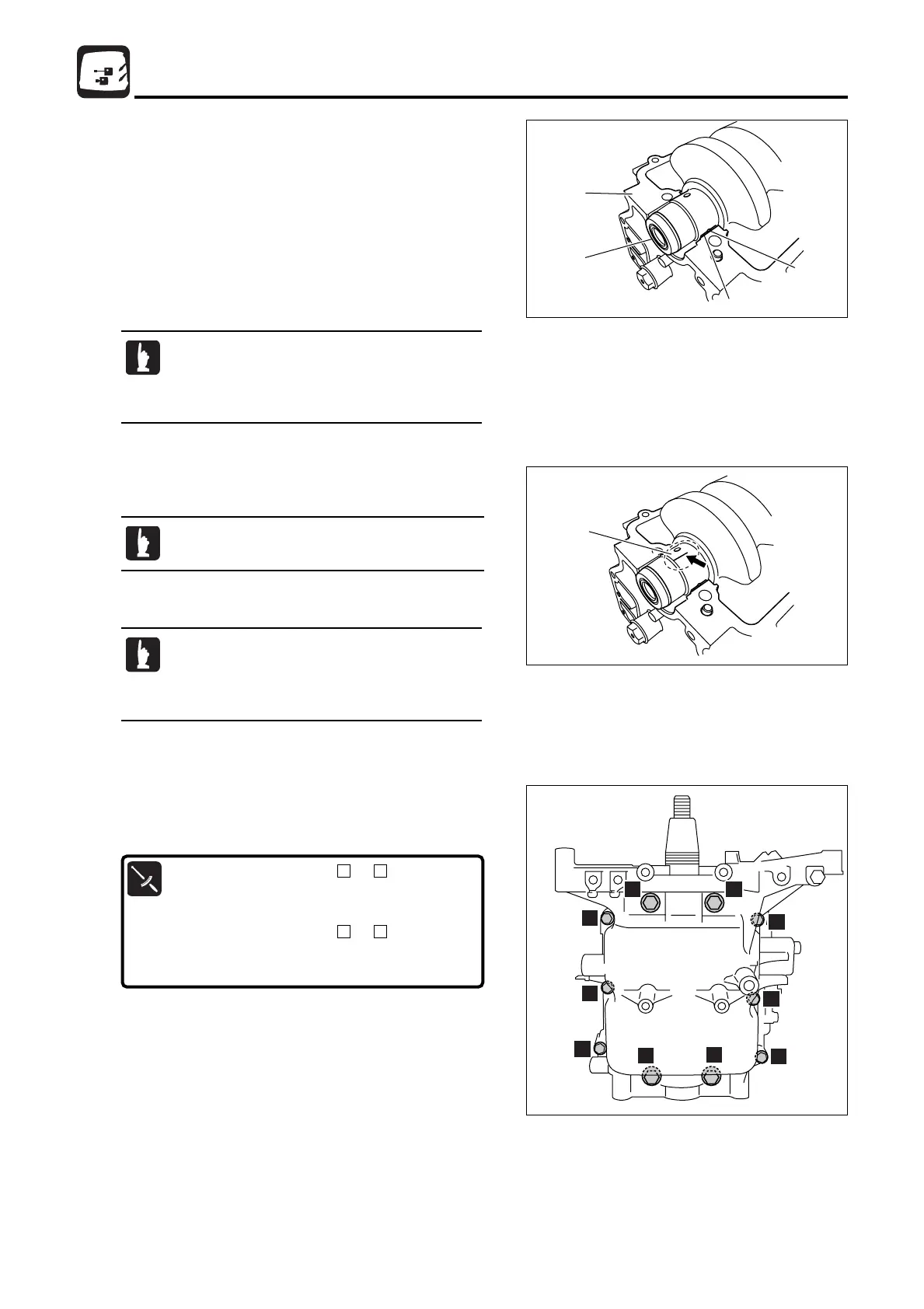
37) Crankshaft Main Journal Oil
Inspection of clearance
1. Clean bearings, crankshaft main journal, and bearing
installation areas of crank case and cylinder block.
2. Place cylinder block on the work bench with cylinder head
side facing downward.
3. Install bearing 1 and crankshaft 2 to cylinder block 3.
4. Place plasti-gauge 4 on each crankshaft main journal
parallel to crankshaft.
5. Install bearings to crank case.
6. Install crank case to cylinder block.
7. Tighten crankcase bolts in the order of numbers shown in
two steps to specified torque.
Crank Case Bolts (M8) : to
First Tightening Torque : 10 N · m (7 lb · ft) [1.0 kgf · m]
Second Tightening Torque : 23.5 N · m (17 lb · ft) [2.4 kgf · m]
Crank Case Bolts (M6) : to
First Tightening Torque : 6 N · m (4 lb · ft) [0.6 kgf · m]
Second Tightening Torque : 11.5 N · m (8.5 lb · ft) [1.2 kgf · m]
10
5
41
2
a
1
3
4
1 2
8
6
10
3
4
9
5
7
· Be sure that individual bearings are installed
to their original locations.
· Install bearings with their projection fit into
crank case groove.
Do not place plasti-gauge 4 on the oil hole of
crankshaft main journal.
· Be sure that individual bearings are installed
to their original locations.
· Install bearings with their projection a fit into
cylinder block groove.
E_MFS20C_ch05_090105.qxd 09.1.20 5:25 PM ページ 48

 Loading...
Loading...






