Programming and Operating Manual (Turning)
01/2017
121
Tool radius compensation OFF: G40
Functionality
The compensation mode (G41/G42) is deselected with G40. G40 is also the switch-on position at the beginning of the
program.
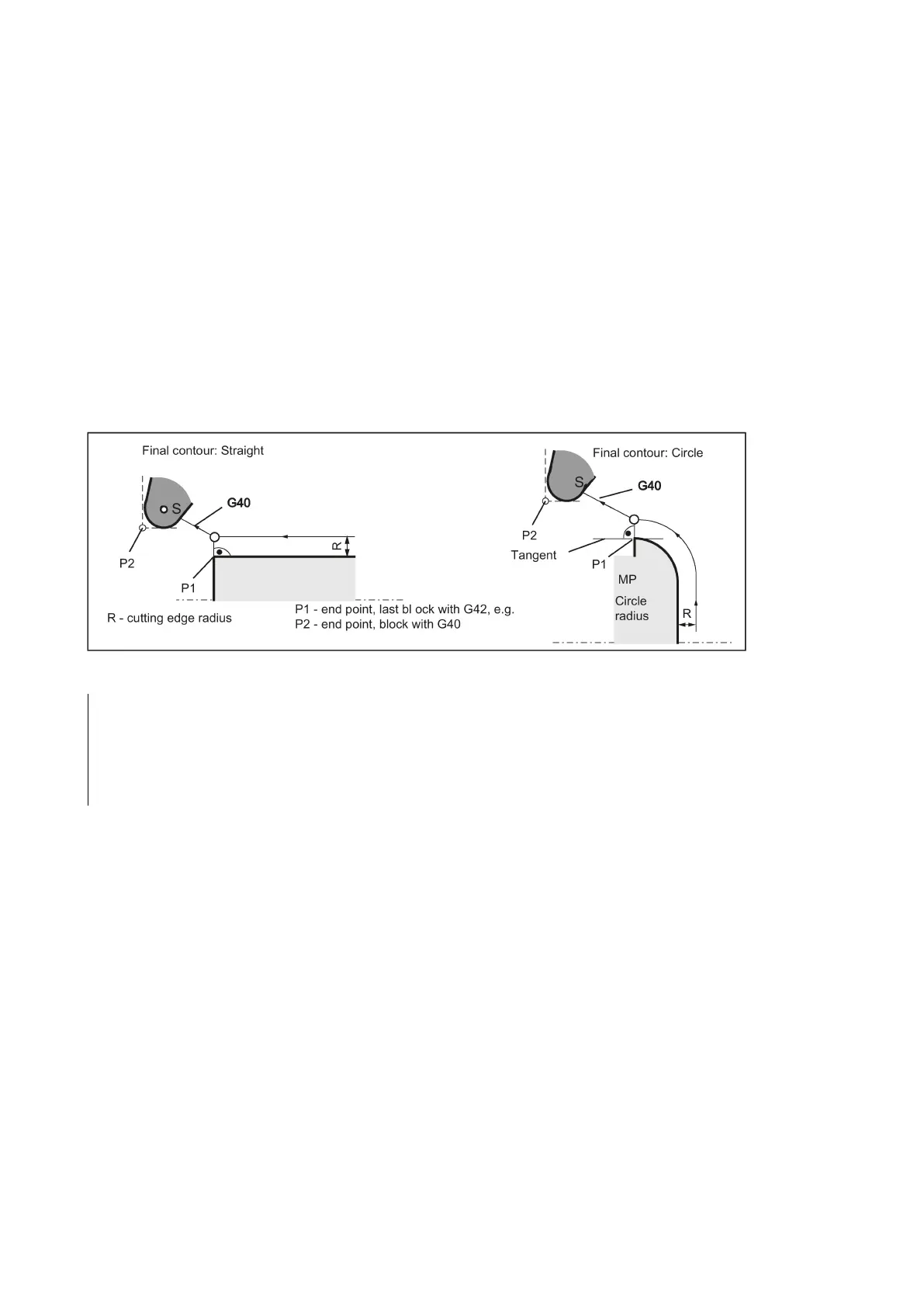
The tool ends the
in the normal end position (compensation vector vertical to the tangent in the end point);
independently of the start angle.
If G40 is active, the reference point is the tool tip. The tool tip then travels to the programmed point upon deselection.
Always select the end point of the G40 block such that collision-free traversing is guaranteed!
; Tool radius compensation OFF
Remark: The compensation mode can only be deselected with linear interpolation (G0, G1).
Program both axes. If you only specify one axis, the second axis is automatically completed with the last programmed value.
See the following illustration for ending the tool radius compensation with G40:
;Last block on the contour, circle or straight line, P1
;Switch off tool radius compensation,P2
Special cases of the tool radius compensation
Change of the compensation direction
The G41 ↔ G42 compensation direction can be changed without writing G40 in between.
The last block that uses the old compensation direction will end at the normal end position of the compensation vector in the
end point. The new compensation direction is executed as a compensation start (default setting at starting point).
Repetition of G41, G41 or G42, G42
The same compensation can again be programmed without writing G40 in between.
The last block before the new compensation call will end at the normal position of the compensation vector in the end point.
The new compensation is carried out as a compensation start (behavior as described for change in compensation direction).
Changing the offset number D
The offset number D can be changed in the compensation mode. A modified tool radius is active with effect from the block in
which the new D number is programmed. Its complete modification is only achieved at the end of the block. In other words:
The modification is traversed continuously over the entire block, also for circular interpolation.