Programming and Operating Manual (Turning)
01/2017
261
Traversing direction of axes
The axis traversing direction depends on the rotation direction of the contour handwheel:
● Clockwise → results in traversing in the programmed direction
If the block-change criterion is reached, the program advances to the next block (response identical to G60).
● Counterclockwise → results in traversing in a direction opposite to the programmed direction
Here, the axes can only traverse to the appropriate block start. Pulses are not collected if the handwheel continues to
rotate.
ve against the programmed direction, the program reaches the beginning of each block and no further
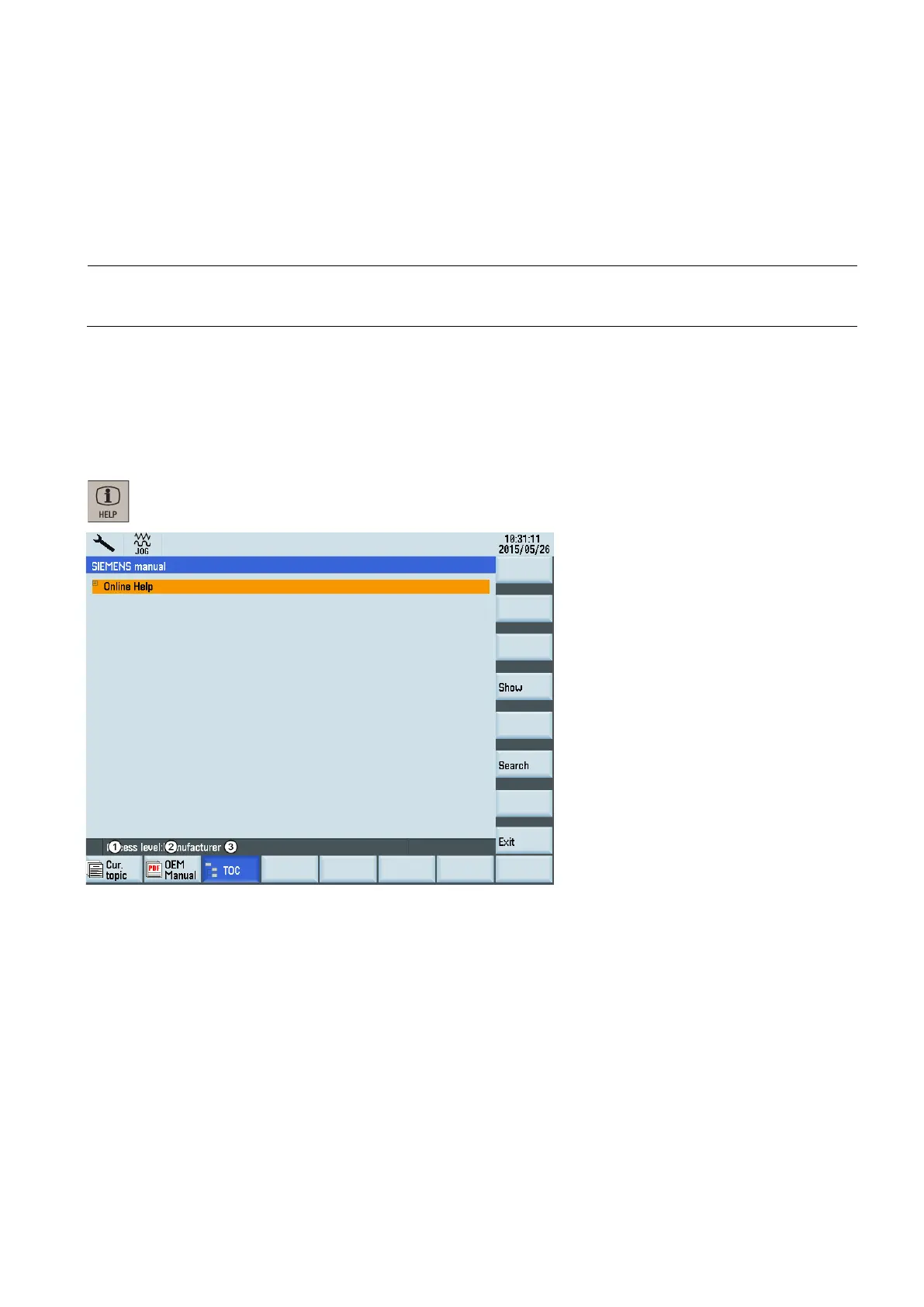
The control system provides comprehensive online help. Whenever necessary, you can call the help system from any
operating area.
the key combination <ALT> + <H> to call the help system from any operating area. If a con-
-sensitive help exists, Window "①" opens; otherwise, Window "③" opens.
-sensitive help for the current topic:
Current operating window
NC/V70 alarms selected in the alarm specific operation area
Machine data or setting data selected
V70 data selected
Calls the machine manufacturer
-developed PDF manual
Displays all available help information:
Siemens help manuals
Machine manufacturer-developed help manuals, if any
All available NC/V70 alarms
All available V70 parameters
All available machine data or setting data

 Loading...
Loading...











