Programming and Operating Manual (Turning)
01/2017
87
Linear interpolation with feedrate: G1
Functionality
The tool moves from the starting point to the end point along a straight path. For the
is determined by the
programmed
.
All the axes can be traversed simultaneously.
G1 remains active until canceled by another instruction from this G group (G0, G2, G3...).
See the following illustration for linear interpolation with G1:
N05 G54 G0 G90 X40 Z200 S500 M3
; The tool traverses in rapid traverse, spindle speed
= 500 r.p.m., clockwise
; Linear interpolation with feedrate 0.15
mm/revolution
; Retraction in rapid traverse
Another option for linear programming is available with the angle specification ANG=.
Circular interpolation
11.4.1
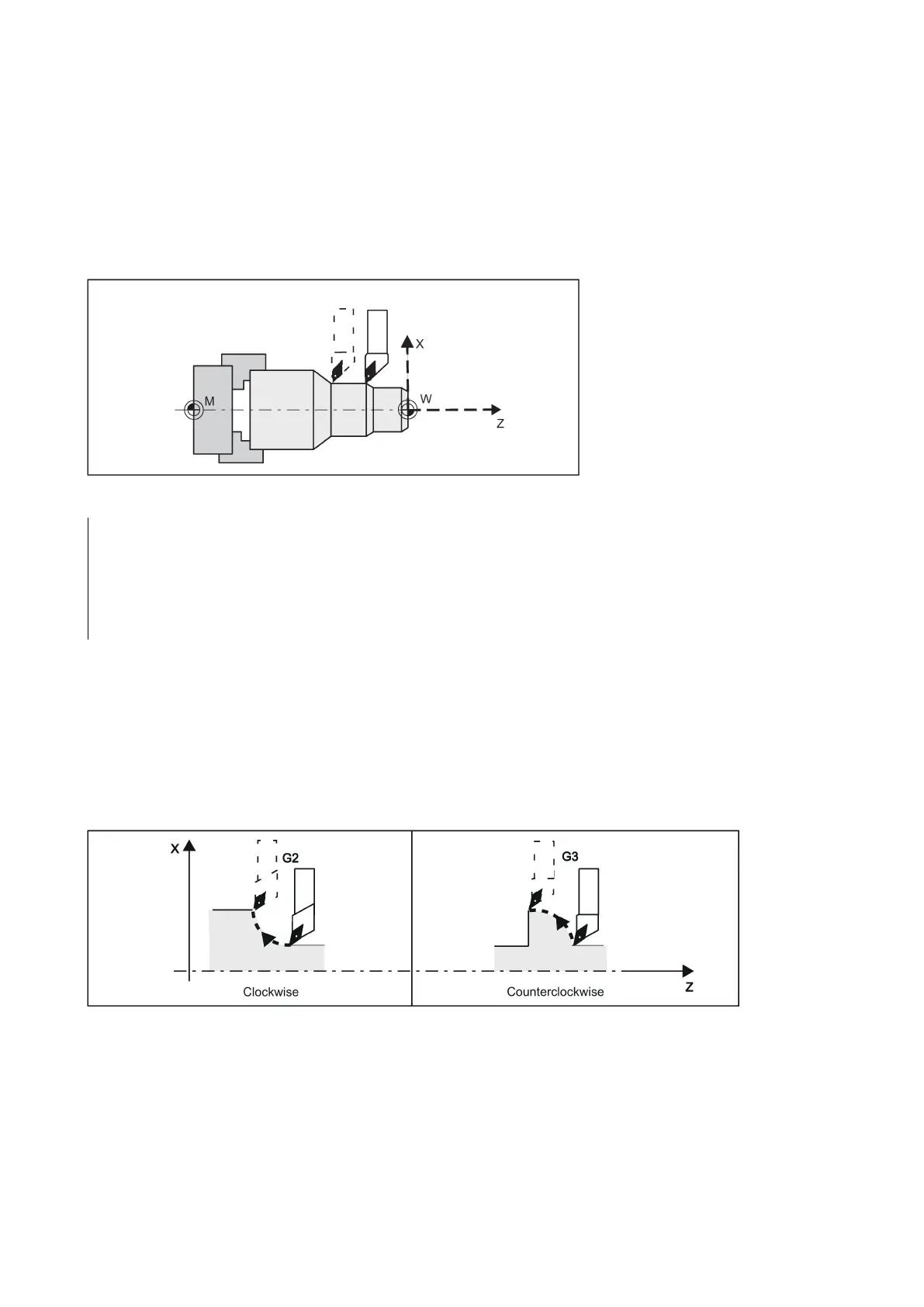
Circular interpolation: G2, G3
Functionality
The tool moves from the starting point to the end point along a circular path. The direction is determined by the G function:

 Loading...
Loading...











